Плиты цсп толщина в Таганроге: 500-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Таганрог
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Вода, газ и тепло
Вода, газ и тепло
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
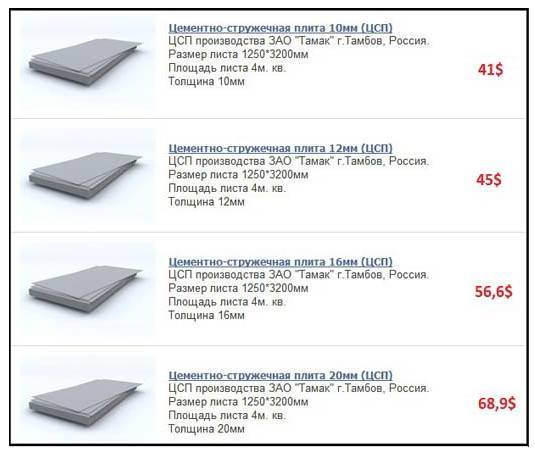
ЦСП плита 3200х1250 мм толщина 10 мм Толщина: 10 мм, Площадь одной плиты: 3.84 м², Вес одной плиты:
ПОДРОБНЕЕ
ЦСП плита 1200х500 мм толщина 10 мм Толщина: 10мм
ПОДРОБНЕЕ
Цементно-стружечная плита (ЦСП) Тамак 3200х1250 мм, толщина 16 мм Производитель: ТАМАК, Толщина: 16
ПОДРОБНЕЕ
Цементно-стружечная плита ЦСП 3200х1250х16мм Производитель: ТАМАК, Толщина: 16 мм
ПОДРОБНЕЕ
ЦСП плита 3200х1200 мм толщина 12 мм Толщина: 12 мм, Площадь одной плиты: 3. 84 м², Вес одной плиты:
84 м², Вес одной плиты:
ПОДРОБНЕЕ
ЦСП плита 1250х500 мм толщина 12 мм Толщина: 12мм
ПОДРОБНЕЕ
ЦСП плита 3200х1250 мм толщина 16 мм Толщина: 16 мм, Площадь одной плиты: 0.625 м²
ПОДРОБНЕЕ
Цементно-стружечная плита (ЦСП) 2700х1200 мм, толщина 16 мм Толщина: 16 мм
ПОДРОБНЕЕ
ЦСП плита 1250х500 мм толщина 10 мм Толщина: 10 мм
ПОДРОБНЕЕ
Цементно-стружечная плита (ЦСП I) 3200х1200х12 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 3200х1200х16 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 2700x1200x22 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 3200х1200х20 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) полосы
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 2700x1200x18 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 3200х1200х24 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 3200x1200x18 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 500х1200х10 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) полосы
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 2700х1200х10 мм
В МАГАЗИН
Цсп толщина
Цементно-стружечная плита (ЦСП I) 2700х1250х20 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 2700х1200х12 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 3200x1250x8 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 3200х1200х10 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 2700х1250х16 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 500х1200х20 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) 2700х1200х24 мм
В МАГАЗИН
Цементно-стружечная плита (ЦСП I) полосы
В МАГАЗИН
2 страница из 18
Плиты цсп толщина
Корпорация технологий Маделл
Небольшой размер CSP представляет новые
трудности в процессе переделки. хотя переделка csps есть
хотя переделка csps есть
аналогично доработке для bgas, допуски для паяльной пасты и
отложения флюса больше.
Корпуса в масштабе чипа, из-за
их миниатюрный размер, создают новые проблемы в переработке
процесс по сравнению с обычными форматами упаковки. Самый распространенный
CSP сегодня — это BGA-пакет Tessera толщиной 30 мил, шагом 0,75,
который сейчас производится Intel и другими с припоем 40-56
мячи.
Рис. 1. Удаление CSP в инкапсулированном
окружающей среды практически исключает нагрев смежных компонентов, т.к.
выпускные отверстия расположены ближе к верхней части патрубка для ремонта.
Рис. 2. Этот четырехэтапный профиль доработки,
2. Этот четырехэтапный профиль доработки,
дублирует оригинальный производственный профиль.
Большинство карт PCMCIA и сотовых
телефонные доски, использующие CSP, трудно удерживать. Края упакованы
с разъемами и розетками, а специальный держатель должен удерживать
Уровень печатной платы и твердость во время доработки.
Эти небольшие печатные платы часто имеют толщину 20 мил и являются двусторонними,
что делает их весьма восприимчивыми к повреждению при нагревании. Доски часто
содержат CSP периметра с количеством мячей до 196 на 20 мил
подача.
Сложнее всего устранить оплавление соседних деталей
потому что некоторые производители размещают дискретные детали в пределах 20 милов от
CSP.
Поставщики переделки будут чувствовать себя более комфортно с 50 мил в качестве
стандартная «закрытая» зона. Если клиенты настаивают на размещении
Если клиенты настаивают на размещении
части ближе, чем 50 мил, то они должны ожидать платить за
специальный инструмент для доработки и удаления детали.
Будущее
Вызовы CSP
Высшее
Ввод/вывод (до 625) будет общим, а 20 мил будет обычным шагом.
в будущем. В настоящее время используются более мелкие шаги до 12 мил.
обсуждается многими производителями устройств с шариками диаметром 8 и 4 мил.
размер. В некоторых деталях высокой мощности также могут использоваться твердые медные шарики.
вместо эвтектических шариков припоя. Это потребует увеличения
нанесение паяльной пасты по трафарету при доработке CSP.
Преимущества
деталей CSP
CSP
пакеты легкие и прочные по сравнению с TSOP или QFP. Как
Как
В результате компоненты легко самоцентрируются. Детали BGA также
самоцентрирующиеся, но содержат гораздо больший шарик припоя, что требует
больший нагрев из-за своего размера.
Термин «BGA» все чаще ассоциируется с
пакеты массивов большей площади, в то время как «CSP» относится к любым
пакет, площадь которого не превышает площади кристалла в 1,2 раза.
CSP
Обзор процесса доработки
Переделка
CSP с площадным массивом очень похож на тот, который практикуется с корпусом BGA.
устройства, за исключением более жестких допусков, особенно в припое
процесс нанесения пасты или флюса.
Хотя CSP обладают превосходными характеристиками самоцентрирования, один
следует учитывать, что требуется большая точность выравнивания из-за
их меньший масштаб. BGA CSP имеет размер шарика
0,012″, поэтому размещение должно быть в пределах 50% = 0,006″ или меньше.
Если для этой упаковки используется сквозная конструкция, то
точность должна быть намного выше, иначе паяльная паста может
проталкивается в переходное отверстие во время размещения или оплавления. Безопасный компонент
удаление начинает процесс переделки. Деградация платы ПК,
Соединений CSP и пайки можно избежать, строго придерживаясь
время нарастания и выдержки определяется паяльной пастой и компонентом
производители. Чтобы обеспечить точность времени и температуры,
микропроцессорный нагрев, включая предварительный нагрев, термический
следует использовать зоны замачивания, оплавления и охлаждения. Контролируемый
время пребывания в каждой зоне должно быть разрешено.
Идеальный тепловой профиль обычно является дублированием
исходный производственный профиль оплавления, хотя возможны уточнения.
производится в условиях переделки, когда это оправдано. Например, это
Например, это
возможно, исходный профиль оплавления не был оптимизирован для
компонент перерабатывается, поэтому необходимы модификации для
компенсировать.
Процесс снятия может немного отличаться от замены
профиль, но обычно предварительный нагрев и замачивание одинаковы. Это
обычно функция массы из-за печатной платы и количества
слои доски.
Зона оплавления обычно составляет от 20 до 60 секунд, но это
зависит от типа паяльной пасты и других факторов. оплавление
zone — единственная зона, которую следует укорачивать для CSP. Удалять
часть, нам не нужно находиться в режиме оплавления в течение 60 секунд, пока
поскольку мы можем гарантировать, что оплавление завершено, так что удаление может
безопасно проходить.
Рисунок
3. Удаление остаточного припоя с помощью оплетки и
Удаление остаточного припоя с помощью оплетки и
низкотемпературный, высокотермостойкий токопроводящий инструмент.
Оплавление
Профиль
А
четырехступенчатый профиль доработки дублирует оригинальное изготовление
профиль.
Другое
К методам контроля качества процесса доработки относятся:
1.
Тепловая энергия должна быть направлена через компонент
корпус к местам пайки без нагрева соседних компонентов.
2.
Нагрев в идеале должен происходить в герметизированном, инертном
продувкой газом (рис. 1), где температурные градиенты не
не превышать ?罜 по всей зоне нагрева. Это условие будет
Это условие будет
облегчают одновременное оплавление всех паяных соединений. Это также будет
избегайте непреднамеренного вытягивания колодок во время снятия компонентов. Недостаток
окисления на термопаре или RTD обеспечит точное
показания температуры (еще одно преимущество инертной обработки, которая
иногда можно пренебречь).
3.
Во время профиля оплавления использование конвективного дна
боковой подогреватель максимизирует однородность температуры,
и нижней части печатной платы градиенты температуры по всему участку,
с подогревом.
4.
Автоматизированный подъем компонентов может дополнительно повысить эффективность управления технологическим процессом.
Практически все ремонтные системы CSP используют в качестве своих компонентов горячий газ или горячий воздух.
теплопередающая среда. Сменные насадки, разработанные с
различные геометрические формы используются для различных
приложений и для направления воздушного потока.
При выборе подходящей форсунки для CSP
переделки, имейте в виду, что она должна быть как можно больше, чтобы
что оператор ненароком не «подтолкнет»
компонент, но не настолько большой, чтобы он соприкасался с соседними
компоненты. Выхлопные отверстия, расположенные в верхней части сопла,
предотвратить нагрев соседних компонентов.
Температура
Измерение
Во время начального
стадии разработки профиля, точное измерение температуры может
получить непосредственно в месте пайки. Теоретически,
термосопряжение паяных соединений критично, но нехватка места
между CSP и печатной платой затрудняет термосоединение.
Если компонент припаивается паяльной пастой на производстве с
высота зазора 0,010 мил или больше, небольшая термопара может
быть успешно вставлена между деталью и печатной платой.
Другой возможный метод термосоединения — просверлить небольшую
диаметр отверстия (чуть больше диаметра
термопара) через нижнюю часть платы, чтобы коснуться
интерфейс шарика/пусковой площадки сразу. Это можно сделать, только если печатная плата
можно пощадить. Этот метод позволит выполнять паяное соединение в реальном времени.
температура, которую необходимо передать обратно в микропроцессорный контроллер.
тогда оператор сможет вносить изменения «на лету»
к параметрам времени/температуры на основе этой обратной связи, в то время как
профиль активен.
Так как рекомендуемая система ремонта обеспечивает низкую температуру
градиенты (< 5C) по площади нагрева, температура
измеряется на одном конкретном интерфейсе паяного соединения/площадки.
в пределах нескольких градусов от всего массива паяных соединений,
обеспечение повторяемости и точности профиля.
Хотя сверлить доску нецелесообразно, профиль
параметры, записанные при первоначальном создании профиля (удалении)
могут быть использованы для последующих профилей вложений. Скорость воздуха
следует поддерживать на уровне не менее 15 л/мин в качестве отправной точки.
Чрезмерные настройки воздушного потока могут непреднамеренно привести к перекосу CSP.
во время оплавления, особенно в зоне охлаждения, когда припой
затвердевание.
Вакуумный подъем должен автоматически включаться при переходе
точка между циклами оплавления и охлаждения без применения каких-либо
нагрузка на паяное соединение. Низкая спецификация вакуума (т.е.
<15 дюймов ртутного столба) защитит колодки от повреждений, позволяя
вакуумное уплотнение нарушится, если все стыки не превышают оплавление
температурах, но обеспечит достаточный вакуум, чтобы поднять любой CSP
несмотря на его общую массу.
Подготовка земли
После того, как CSP был
удалено, сайт должен быть очищен, чтобы подготовиться к упаковке
вложение. Уход имеет решающее значение; грубые или неправильные процедуры могут
сжечь, оторвать или иным образом повредить деликатную область крепления.
Наилучшие результаты будут достигнуты при низкотемпературном,
токопроводящий инструмент в форме лезвия (соответствующий ширине
массив контактных площадок) в сочетании с оплеткой для отпайки (рис. 2).
Идеальный токопроводящий инструмент обеспечивает максимальную теплопередачу при
максимально низкую температуру источника, тем самым поддерживая
температурная стабильность. Быстрая теплопередача защитит
целостность печатной платы. Высоких температур точно нет.
рекомендуемые.
Содержание флюса в демонтажной оплетке должно быть совместимо с
остатки флюса, содержащиеся в удаленной паяльной пасте и с
паста или флюс, который будет использоваться для размещения. Активные потоки
могут быть эффективно использованы только в том случае, если площадь должным образом очищена и
осматривается перед размещением.
Из-за трудностей, связанных с уборкой в крошечном пространстве
между CSP и печатной платой, использование «без очистки»
рекомендуется на протяжении всего процесса.
Процесс использования нижнего конвекционного подогревателя
также рекомендуется во время процесса удаления остаточного припоя. Этот
Шаг уменьшит верхний и нижний температурные градиенты, еще больше
исключая случайное выдергивание хрупких прокладок.
Рисунок 4. Когда
трафарет выровнен, можно делать печать.
Рис. 5. Пример
апертур художественного трафарета.
Эвтектический припой
описанный выше процесс предполагает, что выпуклости припоя состоят из
эвтектический (Sn63/Pb37) припой, хотя в некоторых CSP используется высокая
температурные (Sn10/Pb90) припойные сферы, прикрепленные к
плата с низкотемпературным (Sn63/Pb37) припоем. Если
удаленный CSP содержит эти высокотемпературные сферы, а не все
они останутся на упаковке после удаления. Некоторый
высокотемпературные сферы прилипнут к упаковке, в то время как другие
останется на доске.
Не рекомендуется плавить сферы, так как это
изменяют металлический состав колодки, что приводит к
изменение точки оплавления при последующем присоединении
этап. Чтобы убрать высокотемпературные сферы, нагрейте участок земли мимо
Чтобы убрать высокотемпературные сферы, нагрейте участок земли мимо
эвтектическая температура и «срывать» высокотемпературную
сферы из печатной платы с помощью пинцета.
Это удаление можно выполнить, «наведя» курсор на
доработочная насадка над площадкой (при сохранении
подогрев снизу). При высокотемпературном удалении припоя
процесс, эвтектический припой должен храниться выше оплавления
температура.
После полного удаления всех высокотемпературных сфер из
печатной платы остатки эвтектического припоя можно удалить с помощью
демонтажная оплетка и термостабильный токопроводящий инструмент при низком
температура.
После того, как весь остаточный припой будет удален с площадок, они
следует очищать одобренным растворителем, предпочтительно одним
предписано производителем припоя. В этот момент оператор
может осмотреть любые забытые брызги припоя или деградацию
печатная плата.
Точный
Паяльная паста или флюс
Большинство CSP содержат
матрицы ударов в области шага от 0,5 мм до 0,8 мм, которые создают
серьезная проблема с нанесением паяльной пасты при доработке
среде (рис. 4).
Идеальный метод для
точное и равномерное нанесение паяльной пасты
использование миниатюрного трафарета отдельного компонента, аналогичного
практика в сборочной среде.
С момента совмещения отверстий трафарета с сопряженной платой
земли могут быть сложными на глаз (площадки имеют размер всего 12 мил),
лучше всего это делать при 50-100-кратном увеличении с помощью
призма для выравнивания.
После точного выравнивания (рис. 3) трафарет можно
3) трафарет можно
быть опущен на печатную плату, где паста наносится с
маленькое металлическое лезвие швабры. Ширина лезвия швабры
должны быть согласованы с трафаретом, что позволяет пользователю сделать один
один проход, чтобы избежать надпечатки.
Поскольку это ручной процесс печати, технологические преимущества
должны быть оформлены в трафарет переделки. Оптимальная доработка
трафарет должен быть трапециевидной формы с лазерной гравировкой (конической формы), чтобы
отверстие в нижней части трафарета на 1-2 мил больше, чем
верхнее открытие. Квадратные отверстия предпочтительнее, чем
круглые отверстия с радиусом на всех четырех углах каждого
апертура (рис. 5).
Трансфер
Характеристики
Соответствие приведенным выше спецификациям трафарета значительно
улучшить характеристики переноса паяльной пасты. Хотя отлично
Хотя отлично
результаты были записаны с использованием стандартной сетки -325/+500.
паяльной пасты, паста с высокой вязкостью (т.е. >900 тыс. сП)
настоятельно рекомендуется. Следует указать нечистый флюс, так как
очистка под CSP практически невозможна.
Не каждый производитель CSP одобряет применение припоя
вставить в процессе доработки или сборки. Некоторые производители
рекомендуется только применение геля на основе высокой вязкости
поток. Рекомендуется более высокая вязкость для обеспечения сцепления между
CSP и печатная плата в процессе доработки/сборки. Для лучшего
результаты, используйте паяльную пасту только в том случае, если высота зазора и
Прочность такая же, как и у производственной печатной платы. Стоимость
плата и требуемая надежность также влияют на вкус процесса.
или флюс предпочтительнее.
Компонент
Размещение
Размещение CSP очень похоже на размещение корпуса BGA. Оба
типы содержат ввод-вывод в нижней матрице массива, поэтому
точное выравнивание между контактами припоя и рисунком контактных площадок
невозможно добиться на глаз. Выравнивание должно производиться через
использование оптической системы с расщепленным лучом, где двойное изображение
можно просмотреть контактные площадки припоя CSP и рисунок контактной площадки.
накладывается на монитор с высоким разрешением (рис. 6).
Из-за небольших спецификаций, связанных с CSP, выравнивание
должно быть достигнуто в окне 50-100-кратного увеличения.
Машина с оптимальным размещением должна давать оператору возможность
выполнять точную настройку между наложенными изображениями в X, Y
и оси вращения. CSP может правильно выравниваться во время перекомпоновки
CSP может правильно выравниваться во время перекомпоновки
даже если он на 50% не совпадает с контактными площадками. Держать
Имейте в виду, однако, что крошечные характеристики CSP составляют 50%
прекрасная переносимость.
Рис. 6. Ан
Оптимальный трафарет для доработки
Рис. 7. Двойной
изображение выравнивания контактных площадок припоя CSP и шаблона паяльной пасты
Рисунок 8. Рентгеновский снимок
проверка пройденных КПП; Все паяные соединения однородны по
появление без каких-либо доказательств или пустот или мостов.
Повторное крепление
Так как оптимум
параметры профиля доработки разрабатываются при первоначальном удалении
процесс, тот же профиль оплавления может использоваться для повторного присоединения, как
а также для последующих процессов удаления.
Нет дополнительной обратной связи термопары или зависимости от оператора
требуется, так как все параметры оптимизируются при удалении
профиль и сохраняется в памяти доработочной системы. Поэтому,
профили могут быть вызваны нажатием кнопки для обоих
размещение и удаление.
Нельзя срезать путь, сокращая продолжительность
профиль перекомпоновки просто потому, что CSP — крошечный компонент.
В отличие от традиционных SMD с выводами, человеческий глаз не может проверить припой
целостность соединения, так как массив взаимосвязей скрыт
под ЦСП. Как и при контроле BGA, рентгеновское оборудование является
на сегодняшний день доступен только оптический метод контроля (рис. 7).
Хотя окончательную сборку можно проверить электронным способом на
функциональность, этот метод не позволяет проверить
пустоты припоя или оптическое измерение объемов припоя (т. е.
е.
непостоянное или чрезмерное отложение паяльной пасты).
Высокая надежность хорошо контролируемых процессов доработки CSP
фактически делает последнее разумной альтернативой.
Как и в случае корпусов BGA, простая «подкраска» обнаруженных
дефекты невозможны. Исправление любого дефекта требует
снятие всего компонента с последующей полной доработкой
цикл. Однако это воздействие можно свести к минимуму путем строгого контроля за
процесс переделки.
CSP Cleaning凥ow
Достижимый?
Удаление загрязнений
или даже проверять наличие остатков в мельчайших промежутках между
CSP и печатная плата вообще невозможна. Постоянное использование
флюсы без очистки на сборках CSP рекомендуются для устранения
необходимость очистки. Помните, если для доработки используется гель-флюс
Помните, если для доработки используется гель-флюс
детали, то высота отступа компонента практически
несуществующий. При использовании паяльной пасты высота зазора составляет
присутствует, чтобы при необходимости можно было произвести некоторую чистку.
Заключение
Пакеты для чипов
имеют много положительных качеств, а также проблем в
процесс переработки с их более крупным предшественником, массивом шариковой сетки.
Безусловно, самым сложным аспектом процесса переработки CSP является
нанесение паяльной пасты. Этому отложению может способствовать
использование однокомпонентных трафаретов для доработки путем совмещения их
апертуры с рисунком их сопряженных площадок под большим увеличением.
Инженеры, знакомые с процедурами доработки корпусов BGA,
найти переход на CSP довольно просто, если правильно переделать
оборудование уточняется.
Каталожные номера
1.
Тессера, В. Сольберг, редактор, Замечание по применению 5, январь 1996 г., Сан.
Хосе, Калифорния.
2.
В. Сольберг, «Разработка процесса сборки микросхем BGA
Devices», Национальный симпозиум IPC BGA, январь 1996 г., Сан.
Диего, Калифорния.
<<НАЗАД
Высокая плотность / мелкий шаг | Товары и услуги
Монтажная плита
Трехступенчатая монтажная плата для массового производства
Односторонняя трехэтапная сборка и поддержка структуры стопки повышает гибкость проектирования проводки
Совместимость с BGA с узким шагом до 0,4 мм
- Сборная конструкция 3-N-3
- CSP, шаг 0,4 мм
Монтажная плата
Многоэтапная попытка — Пример изготовления 4-этапной монтажной платы
4-4-4 Сборная конструкция
- Структура
- 12л(4+4+4)
- Толщина платы: 1,2 мм
- Материал: Р-5775К (МЕГТРОН6)
- Производственные спецификации
- Шаг LVH (та же полярность): 0,4 мм
- Шаг LVH (обратная полярность): 0,6 мм
Монтажная плата
Высокочастотные измерительные приборы, печатные платы для аэрокосмической отрасли
Подавляет повышение температуры при подаче большого тока (улучшенный отвод тепла)
Применение рассеивания тепла для высокочастотных компонентов сигнала
Улучшение свойств материалов с низкой диэлектрической проницаемостью и бесштыревой структуры (наплавка)
- R5775 (Megtron6)
- Внутренняя медная фольга 100 мкм и 200 мкм
- 14 слоев (2+10+2)
- Лазер VIA диаметром Φ0,15 мм
- Сборная конструкция
Печатная плата с высокой плотностью и мелким шагом
Для обеспечения возможности монтажа высокоплотных и высокопроизводительных деталей и миниатюризации размеров деталей
Мы производим печатные платы высокой плотности с узким шагом, используя структуру HDI и сверление сверхмалых отверстий технологии.