Холодная сварка Алмаз: инструкция по применению клея
Главная » Материалы
Материалы
Автор Сварщик На чтение 4 мин Просмотров 288 Опубликовано
Среди клеящих составов нового поколения холодную сварку «Алмаз» выбирают из-за невысокой стоимости и прочности образуемых соединений. Производители разработали несколько рецептур для различных материалов: металла, дерева, пластика. Двухкомпонентные смеси с различными добавками, придающими уникальные свойства. В небольшом обзоре представлены популярные клеи под общим названием «Алмаз».
Содержание
- Особенности
- Достоинства и недостатки
- Разновидности и область применения
- Инструкция по применению
Особенности
Клеящий состав «Алмаз», выпускаемый под брендом «Bethel», создан на базе эпоксидных смол. Холодная сварка удобна для транспортировки: пластиковую упаковку весом 58 г можно убрать в бардачок автомобиля или кейс с инструментами. Двухкомпонентный клей выпускается в виде цилиндра из белой массы, заполненного серым веществом. Для защиты от влажности холодная сварка обернута целлофаном.
Холодная сварка удобна для транспортировки: пластиковую упаковку весом 58 г можно убрать в бардачок автомобиля или кейс с инструментами. Двухкомпонентный клей выпускается в виде цилиндра из белой массы, заполненного серым веществом. Для защиты от влажности холодная сварка обернута целлофаном.
Чтобы получить рабочий состав, достаточно перемешать оба компонента до однородной структуры. Расходуется клей экономично, если отрезать от цилиндра только нужное количество вещества. Мягкий материал хорошо режется, приобретает твердость только при смешивании. Остальную массу снова оборачивают целлофаном и убирают в пластиковый футляр-упаковку. После реакции компонентов, входящих в серую и белую части, происходит процесс полимеризации. Пластичный клеящий состав становится твердым.
Наиболее популярна холодная сварка Алмаз в упаковке по 58 г
Если говорить о достоинствах, лучше рассматривать холодную сварку «Алмаз» универсальную, которая используется для склеивания большинства поверхностей в быту.
Неоспоримые преимущества клея:
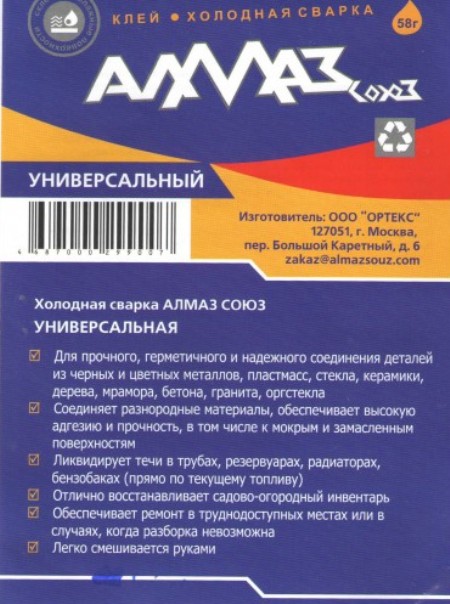
- состав выпускается в разной фасовке, 58 и 585 граммов;
- пластичный двухкомпонентный клей легко смешивается пальцами, достаточно хорошо размять отрезанный кусочек;
- пользоваться клеем-сваркой можно в любых условиях, не нужно создавать особый температурный режим, главное, не допускать перегревания;
- для применения не требуются специальные инструменты, отрезать необходимую порцию можно любой плоской жесткой пластинкой;
- хорошая адгезия, размятая масса сразу прилипает к любым сухим поверхностям;
- за счет хорошей пластичности «Алмаз» скрепляет гладкие, шероховатые и рельефные поверхности, заполняет все пустоты, им можно восстановить утерянные фрагменты пластика, минеральной основы;
- экологическая безопасность, «Алмазом» допускается склеивать посуду.
Недостатки связаны с некоторыми ограничениями применения:
- на строительном рынке имеются подобные смеси, превосходящие «Алмаз» по эффективности;
- недостаточная прочность на разрыв, для ответственных соединений подобная холодная сварка не применяется;
- мягкая масса сильно липнет к рукам, другим сухим поверхностям, необходимо смачивать кожу или перчатки;
- комки, образующиеся при непромесе, ухудшают качество склейки;
- при хранении на холоде качество холодной сварки ухудшается.


Холодная сварка «Алмаз» создана для бытового применения, экстренного ремонта.
В профессиональных работах практически не используется из-за невысоких прочностных характеристик.
Разновидности и область применения
Выпускают несколько модификаций клея: холодную сварку «Алмаз». Следует подробно рассмотреть все виды составов, чтобы у потребителей не было сложностей при выборе смеси:
- Универсальный клей-сварка применяется для склейки керамики, фаянса, фарфора, различных пластиков, дерева, металла. Соединяет однородные и разнородные поверхности. Поможет склеить кружку или вазу, восстановить герметичность емкости.
- «Алмаз» для сантехники – влагостойкая разновидность, образует водонепроницаемые соединения. Холодная сварка способна устранить течь в трубе, заделать трещину на раковине, через которую просачивается влага.
- «Алмаз» для дерева склеивает массив и древесно-стружечные плиты (ДСП, ЛДСП, МДФ), современные композиты с древесным наполнителем (палубную и террасную доску, декинг). Холодной сваркой упрочняют крепеж, стыки, используют при реставрации старой мебели.
- Модификация для ремонта машин подходит для склеивания металлопластика, пластика, тонкого проката. «Алмазом» соединяют мелкие детали, маскируют сколы, трещины на бампере, укрепляют разношенные резьбовые соединения.
- Холодная сварка с металлической пудрой предназначена для ремонта металлических поверхностей, применяется для стальных деталей, изделий из цветных металлов.
 Холодной сваркой упрочняют крепеж, стыки, используют при реставрации старой мебели.
Холодной сваркой упрочняют крепеж, стыки, используют при реставрации старой мебели.Виды холодной сварки Алмаз
При покупке клея необходимо учитывать особенности различных модификаций, они различаются видом наполнителя.
Инструкция по применению
Для получения качественного соединения необходимо тщательно подготовить поверхность:
- очистить от загрязнений;
- на гладкой поверхности напильником или шкуркой для лучшей адгезии создают искусственную шероховатость;
- обезжирить, масляные пленки ухудшают адгезию;
- хорошо высушить, только один вид холодной сварки для сантехники хорошо прилипает к влажному основанию.

Инструкция содержит несколько рекомендаций, которые помогут приготовить клеящую массу. Желательно работать в перчатках, хорошо смачивать руки, чтобы комки не прилипали к пальцам. Важно хорошо размять состав до однородной массы.
Для лучшего сцепления соединение рекомендуется убрать под пресс или зажать склеиваемые элементы струбциной. Время отвердевания следует уточнить на упаковке. К обработке склеенного шва приступают через сутки.
Универсальный клей холодная сварка Алмаз Союз58 г:инструкция
Клеи типа «холодная сварка» получили широкое распространение не только у нас, но и во всем мире.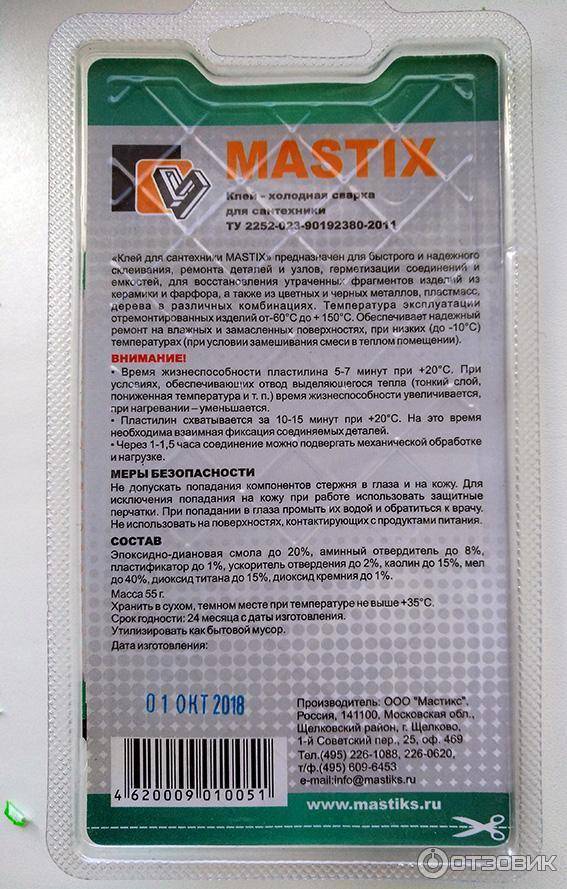 Среди отечественных производителей холодная сварка Алмаз занимает одно из ведущих мест на рынке. Вещество поставляется упакованным в цилиндр из пластика, в котором располагается сам клей, завернутый в целлофан для дополнительной защиты. Материал имеет белый цвет, но внутри у него есть сердцевина серого цвета. Во время использования белая часть часто прилипает к рукам и можно оставаться на них комками. Этого ни в коем случае не нужно допускать, так как конвертация вещество при приготовлении должна быть такой же, сколько и в упаковке, что также важно учитывать во время приготовления лишь части материала. Чтобы избежать этого нужно смачивать руки перед использованием. Клей холодная сварка Алмаз доступен для покупателей во многих местах и поставляется в упаковка различной емкости. Всю массу сразу использовать не рекомендуется, так как если останется часть, то ее уже нельзя будет применить повторно. Материал хорошо режется и является достаточно мягким, перед непосредственным смешиванием, что облегчает его применение любых условиях.
Среди отечественных производителей холодная сварка Алмаз занимает одно из ведущих мест на рынке. Вещество поставляется упакованным в цилиндр из пластика, в котором располагается сам клей, завернутый в целлофан для дополнительной защиты. Материал имеет белый цвет, но внутри у него есть сердцевина серого цвета. Во время использования белая часть часто прилипает к рукам и можно оставаться на них комками. Этого ни в коем случае не нужно допускать, так как конвертация вещество при приготовлении должна быть такой же, сколько и в упаковке, что также важно учитывать во время приготовления лишь части материала. Чтобы избежать этого нужно смачивать руки перед использованием. Клей холодная сварка Алмаз доступен для покупателей во многих местах и поставляется в упаковка различной емкости. Всю массу сразу использовать не рекомендуется, так как если останется часть, то ее уже нельзя будет применить повторно. Материал хорошо режется и является достаточно мягким, перед непосредственным смешиванием, что облегчает его применение любых условиях. Но после перемешивания он получает повышенную твердость, так что в обыкновенных условиях его обработать уже не получится.
Но после перемешивания он получает повышенную твердость, так что в обыкновенных условиях его обработать уже не получится.
Клей холодная сварка Алмаз
Преимущества
- Холодная сварка алмаз универсальная, может использоваться практически для любых бытовых процедур;
- Она легка в применении, так что пользоваться ею могут люди даже без специальной подготовки;
- Поставка осуществляется в нескольких вариантах объема, что позволяет подобрать удобный вариант для конкретного случая;
- Для использования не нужны специальные инструменты;
- Имеет достаточно доступную стоимость и ее можно найти во многих местах;
- Для хранения не требует специальных условий и может продержаться длительное время;
- Легко выдержать режим для придания нужной консистенции.
Недостатки
- Качество холодной сварки Алмаз Пресс уступает многим другим производителям;
- Когда материал засыхает, то он становится очень хрупким;
- Ее нельзя использовать для ответственных соединений, так как она пригодна преимущественно для бытовых целей, где нет высоких нагрузок;
- Во время использования возникают проблемы с появлением комков внутри самой смеси, так как она плохо размешивается, что негативно влияет на качество;
- При контакте с сухой поверхностей внешний слой имеет свойство прилипать к ним;
- Срок службы использованных изделий в неблагоприятных условиях является относительно небольшим.

Область применения
Клей алмаз холодная сварка на эпоксидной основе используется для соединения различных предметов, которые невозможно склеить другими смесями. Он может использоваться как холодная сварка для керамики, которая помогает не только соединить разбитые предметы, но и восстановить утраченные части. При специальной подготовке, чтобы поверхность вещей была чиста от загрязнений и жировых пленок, клей холодная сварка Алмаз Пресс может соединять металлы, пластик, дерево, причем как однородные материалы, так и разнородные.
Одной из особенностей применения является его восстановительная функция. С его помощью можно заделывать дыры в конструкциях и предметах. Для этого клей наносится толстым слоем на место дыры, заполняя имеющееся отверстие, после чего застывает, образуя плотный слой. Таким же способом можно восстанавливать утраченные детали на различных предметах. Словно из пластилина вылепливается форма, которая будет держаться после застывания.
Словно из пластилина вылепливается форма, которая будет держаться после застывания.
Холодная сварка Алмаз для восстановления утраченных деталей на различных предметах
Главное здесь не создавать большие нагрузки, так как он может попросту не выдержать их. Именно по этой причине в промышленности такие вещи практически не используются. Клей холодная сварка Алмаз универсальный 58 г предназначен для использования в обыкновенных температурных режимах без экстремальных превышений.
Холодная сварка Алмаз универсальный 58 г
Виды
Помимо разновидностей, которые заключаются в объеме упаковки, имеется еще несколько видов, заключающихся в составе. По данному принципу можно выделить несколько основных типов:
- Холодная сварка Алмаз Союз универсальная – имеет состав, который подходит для большинства процедур. Может работать как с металлом, так и с другими веществами.
- Для работы по дереву – предназначается для шпона и многослойной древесины. Склеивает как сами части, так и расслоившиеся пластины. Часто применяется при ремонте мебели.
- Для ремонта машин – используется при соединении мелких деталей, а также устранение трещин и сколов в корпусах внутренних частей. С ее помощью можно восстанавливать резьбовые соединения.
- Со стальным наполнителем – это холодная сварка для металла, которая может склевать как цветные, так и черные его разновидности.
- Холодная сварка Алмаз для сантехники – влагостойкая смесь, способная образовывать герметичные соединения, что очень полезно для ремонта труб и прочих соединений в сантехнике.
 Часто применяется при ремонте мебели.
Часто применяется при ремонте мебели.Состав:
- Отвердитель;
- Смола эпоксидная;
- Металлический наполнитель;
- Минеральный наполнитель.
Свойства и технические характеристики
Параметр | Единицы измерения | Количество |
| Прочность на отрыв | Кг/см2 | 120 |
| Твердость по Бринелю | – | 120 |
| Максимальная рабочая температура | градусы Цельсия | +145 |
| Время до затвердевания | минуты | 20 |
| Время полного застывания | часы | 24 |
| Рекомендуемая температура нанесения | градусы Цельсия | +5 |
Особенности использовании
Инструкция к холодной сварке Алмаз предполагает предварительную подготовку поверхности перед использованием. Ее нужно обезжирить и механически обработать. После этого следует отделить нужный объем клея, чтобы все было в равных пропорциях, как внутренняя, так и внешняя часть. Затем вещество разминается до мягкого состояния, которое и является основным рабочим. В таком состоянии его можно использовать как клей или лепить фигуры для заделки дефектов.
Ее нужно обезжирить и механически обработать. После этого следует отделить нужный объем клея, чтобы все было в равных пропорциях, как внутренняя, так и внешняя часть. Затем вещество разминается до мягкого состояния, которое и является основным рабочим. В таком состоянии его можно использовать как клей или лепить фигуры для заделки дефектов.
«Важно!
Использовать смесь можно только при получении однородного материала.»
Производитель
Производителем является компания «Алмаз-Груп», которая специализируется на производстве композитных материалов и поставляет свою продукцию по всей России.
Холодная сварка против сварки TIG
24 декабря 2022 г.
Холодная сварка: что это такое?
Для соединения металлических деталей в процессе холодной сварки тепло не используется. Металл никогда не плавится; он всегда существует в твердом состоянии. В этом смысле холодная сварка является разновидностью сварки в твердом состоянии.
В этом смысле холодная сварка является разновидностью сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, передается посредством давления. Холодная сварка, также известная как сварка трением или 9Дуговая сварка 0005 отличается от сварки плавлением тем, что в ней не используется жидкий или расплавленный металл.
Давление прикладывается для максимально плотного сжатия поверхностей заготовки. Атомы металла перескакивают с одного куска на другой, как только они сжимаются вместе, независимо от наноразмерного расстояния. Два независимых куска металла объединяются в единую массу и образуют почти безупречную связь практически без последствий. Однако для этого необходимо тщательно очистить металлические поверхности. Перед попыткой холодной сварки удалите оксидные покрытия с каждого металла.
Существует только один тип холодной сварки . Вместо этого есть три подхода с похожими названиями, такие как холодный перенос металла, холодная сварка TIG, эпоксидное соединение.
Для чего используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, включая производство, аэрокосмическую, автомобильную и электронную промышленность. Его часто используют для соединения проводов, особенно из разных металлов. Поскольку при прокладке подземных кабелей в процессе сварки под воздействием тепла могут воспламеняться опасные пары, холодная сварка является идеальной.
Кроме того, он часто используется для герметизации термочувствительных контейнеров, таких как взрывоопасные контейнеры. Холодная сварка обычно используется, когда применение тепла может быть опасным или слишком разрушительным.
Плюсы холодной сварки
- Отличный метод соединения алюминия и меди, двух металлов, которые трудно сварить обычными методами.
- Устранено большинство проблем, связанных с зоной термического влияния (ЗТВ), поскольку сварочная дуга не производит концентрированного тепла или ЗТВ.
- Обеспечивает практически безупречный сварной шов без микротрещин, хрупких интерметаллидов и других дефектов соединения.
- Снижает уровень знаний, необходимых для сварки экзотических металлов, поскольку позволяет соединять широкий спектр разнородных металлов, которые обычно трудно сплавить.

Минусы холодной сварки
- Металл может нуждаться в очистке и подготовке несколькими способами, чтобы обеспечить безупречную поверхность.
- Дефекты поверхности, загрязнение и наноразмерные молекулярные структуры могут исказить результаты.
- Проблема в промышленном контексте из-за переносимой по воздуху пыли и другого мусора
- Холодная сварка работает только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т. д., и не может выполняться с углеродистой сталью или другими закаленными металлами.
- Наиболее надежные результаты получаются на плоских поверхностях, поскольку неправильные формы затрудняют холодную сварку.
Сварка ВИГ: что это такое?
TIG, называемый инертным вольфрамовым газом, использует неплавящийся вольфрамовый электрод для создания дуги и металла сварного шва.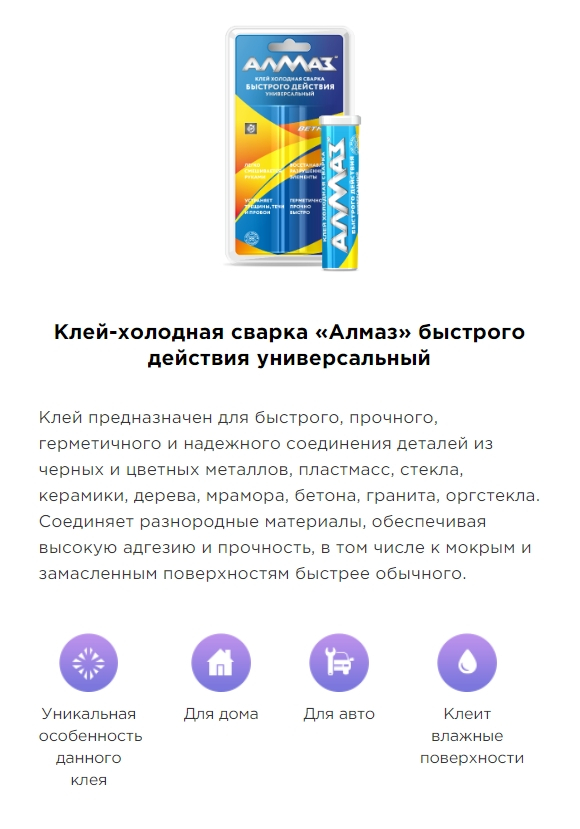 Необходимо использовать защитный газ, обычно чистый аргон или аргон в смеси с гелием. В зависимости от типа соединяемого металла на протяжении всего процесса сварки применяется либо постоянный ток (DC), либо переменный ток (AC).
Необходимо использовать защитный газ, обычно чистый аргон или аргон в смеси с гелием. В зависимости от типа соединяемого металла на протяжении всего процесса сварки применяется либо постоянный ток (DC), либо переменный ток (AC).
Американское общество сварщиков («AWS») определяет сварку TIG как «дуговую сварку вольфрамовым электродом». Heliarc было первоначальным названием процесса, но сегодня оно используется редко.
Благодаря отсутствию физического контакта между электродом и металлическими деталями сварка ВИГ отличается от других видов сварки . Дуга настолько стабильна и чиста, что создает привлекательные сварные швы.
Электроды используются в других методах дуговой сварки, физически взаимодействующих с металлом. Кроме того, они могут использовать различные химические флюсы, что приводит к разбрызгиванию и снижению контроля над сварочной дугой.
Прецизионная сварка и соединение редких металлов, таких как нержавеющая сталь, алюминий, хромомолибден, никелевые сплавы и магний, часто выполняются с использованием дуговой сварки вольфрамовым электродом.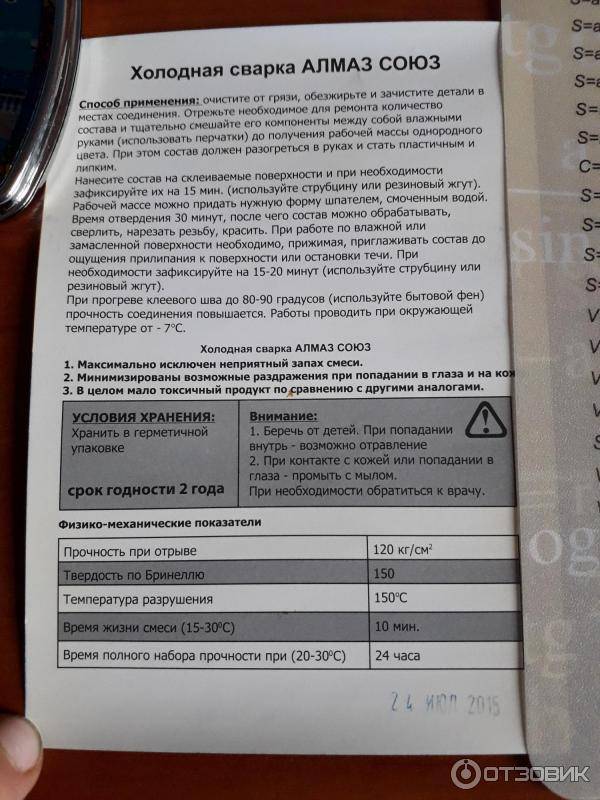 Однако он также используется для сварки обычной низкоуглеродистой стали, когда требуется точное качество соединения. Поскольку сварка MIG быстрее и проще, она лучше подходит для низкоуглеродистой стали.
Однако он также используется для сварки обычной низкоуглеродистой стали, когда требуется точное качество соединения. Поскольку сварка MIG быстрее и проще, она лучше подходит для низкоуглеродистой стали.
Подробнее: MIG vs Stick vs TIG сварка
Для чего используется сварка TIG?
Прецизионная сварка и соединение редких металлов, таких как нержавеющая сталь, алюминий, хромомолибден, никелевые сплавы и магний, часто выполняются с помощью дуговой сварки вольфрамовым электродом. Однако он также используется для сварки обычной низкоуглеродистой стали, когда требуется точное качество соединения. Поскольку сварка MIG быстрее и проще, она лучше подходит для низкоуглеродистой стали.
Алюминий и магний — это два материала, которые можно сваривать только методом TIG. Алюминий также можно сваривать с помощью MIG, хотя сварка TIG на переменном токе является наиболее эффективной. Это связано с тем, что в то время как DCEN предотвращает проникновение поверхностных оксидов в вещество, DCEP устраняет их. В отличие от аппаратов для сварки TIG, источники питания для сварки MIG не могут обеспечить полный контроль.
В отличие от аппаратов для сварки TIG, источники питания для сварки MIG не могут обеспечить полный контроль.
Плюсы сварки TIG
- Идеальное качество соединения
- Практически любой материал подвергается сварке.
- Fantastic для тонкой бумаги
- Минимальная вероятность загрязнения сварного шва
- Сварка с присадочным металлом или без него
- Без дыма и брызг
- Нет необходимости в шлаке или флюсе.
- Допускает все положения сварки
- Максимальный уровень контроля дуги и тепловложения
- Обеспечивает исключительную видимость дуги и сварочной ванны.
- TIG создает самые привлекательные сварные швы.
Подробнее: Разница между сваркой MIG и TIG
Минусы сварки TIG
- Процесс обучения сложен.
- Сварка ВИГ — трудоемкая процедура, снижающая производительность.
- Небольшие ошибки в скорости перемещения, выходной силе тока, настройках импульса или подготовке вольфрама могут сильно повлиять на качество сварного шва.
- При сварке снаружи подается защитный газ.
- дорогостоящее оборудование.
Оставить комментарий
Новый метод извлечения формирователя десны методом холодной сварки. ): Инновационная публикация
Идентификатор журнала (journal_submission_guidelines): https://www.innovativepublication.com/journal/IDJSR
Название: Международный стоматологический журнал студенческих исследований
ISSN: 2278-3784
Информация о статье
Авторские права: 2022
Дата получения: 25 августа 2022 г.
Дата принятия: 29 сентября 2022 г. 17 декабря 2022 г.
Том: 10
Выпуск: 4
Страница: 130
DOI: 10.18231/j.idjsr.2022.030
[0000-0002-7373-8474] Мерлин Томас[1]
Электронная почта: merlint1990@g mail.com
Обозначение:
Аспирантура
[0000-0001-9823-3926] Abhijit Joshi[2]
Должность:
Профессор
[0000-0003-1597-5305] Прагати Рагхавендра Бхат[1]
Должность:
Профессор
[0000-0003-3868-9379 ] Лата Шанкраппа Мушанавар[3]
Обозначение:
Доцент
Кафедра пародонтологии и оральной имплантологии, Колледж стоматологических наук и больница SDM
Дхарвад, Карнатака
Индия
Кафедра челюстно-лицевой хирургии, Колледж стоматологических наук и больница SDM
Дхарвад, Карнатака
Индия
Кафедра протезирования, Колледж стоматологических наук и больница SDM
Дхарвад, Карнатака
Индия
Реферат
Холодная сварка является одним из механических осложнений имплантации зубов. В этом клиническом случае описывается, как холодносварной формирователь десны был успешно удален без повреждения резьбы с использованием комбинации ультразвукового скейлера, хирургической отвертки и ретракционной нити. Это простая и экономичная методика, которую можно применять во всех системах зубных имплантатов.
В этом клиническом случае описывается, как холодносварной формирователь десны был успешно удален без повреждения резьбы с использованием комбинации ультразвукового скейлера, хирургической отвертки и ретракционной нити. Это простая и экономичная методика, которую можно применять во всех системах зубных имплантатов.
Введение
Зубные имплантаты получили признание для установки отсутствующих зубов. Этот прогресс зависит от способности материала имплантата интегрироваться с окружающей тканью.1 Однако осложнения, связанные с зубными имплантатами, не являются редкостью. Согласно ретроспективному исследованию, проведенному Adler L et al.2, 376 пациентов (1095 имплантатов) были обследованы, и было отмечено, что распространенность биологических и технических осложнений на уровне пациентов составила 52% и 32% соответственно. Согласно Юнгу и соавт.,3 ведущими биологическими осложнениями являются поражения слизистой оболочки вокруг имплантата, в то время как наиболее распространенными механическими осложнениями являются ослабление абатмента или окклюзионного винта, перелом тела имплантата или ортопедических компонентов, разрушение фиксирующего цемента и перелом облицовки. . Aravind P et al. [4] сообщили об извлечении холодносварного формирователя десны с помощью щипцов для удаления, что является редким механическим осложнением.
. Aravind P et al. [4] сообщили об извлечении холодносварного формирователя десны с помощью щипцов для удаления, что является редким механическим осложнением.
Таким образом, в данном случае мы пытаемся объяснить технику извлечения холодносварного формирователя десны, которое является редким механическим осложнением, а также указать причины его возникновения.
История болезни
35-летний мужчина с хорошим общим состоянием здоровья обратился в отделение оральной имплантологии с отсутствующим зубом номер 46 . Для замены был использован корневой имплантат стандартного диаметра (5×12 мм, Superline Dentium Co., Сеул, Корея). Имплантат был установлен в отношении 46 с конечным крутящим моментом 35 Н/см2. Хорошая первичная стабильность была достигнута при значении ISQ 76. Рутинная клиническая и рентгенологическая оценка через 3 месяца выявила полную остеоинтеграцию с фиксатором. Таким образом, начался второй этап. Во время этой процедуры имплантат был обнажен, и был установлен формирователь десны, чтобы изолировать его от окружающей среды полости рта и способствовать заживлению тканей. По прошествии одного месяца пациент обратился за окончательным оттиском. Мы столкнулись с трудностями при извлечении формирователя десны. Формирователь десны был приварен к имплантату методом холодной сварки. Таким образом, были опробованы различные методы, такие как использование храповика и экстракционных щипцов с тонкими лезвиями, для извлечения формирователя десны из фиксатора имплантата без повреждения резьбы. Эти методы не помогли. Наконец, применяли ультразвуковой скейлер и перемещали его против часовой стрелки. Это создавало вибрации в винтовом соединении, а также расширяло пространство между формирователем десны и мягкими тканями. После этого для ретракции маргинальных мягких тканей использовали ретракционную нить, чтобы обеспечить четкий рабочий обзор, а также предотвратить повреждение тканей и поверхностей имплантатов. Затем на формирователе десны с помощью конического фиссурного алмазного бора препарировали паз, после чего в созданный паз вставляли хирургическую отвертку. Следили за тем, чтобы глубина на поверхности не превышала 1 мм.
По прошествии одного месяца пациент обратился за окончательным оттиском. Мы столкнулись с трудностями при извлечении формирователя десны. Формирователь десны был приварен к имплантату методом холодной сварки. Таким образом, были опробованы различные методы, такие как использование храповика и экстракционных щипцов с тонкими лезвиями, для извлечения формирователя десны из фиксатора имплантата без повреждения резьбы. Эти методы не помогли. Наконец, применяли ультразвуковой скейлер и перемещали его против часовой стрелки. Это создавало вибрации в винтовом соединении, а также расширяло пространство между формирователем десны и мягкими тканями. После этого для ретракции маргинальных мягких тканей использовали ретракционную нить, чтобы обеспечить четкий рабочий обзор, а также предотвратить повреждение тканей и поверхностей имплантатов. Затем на формирователе десны с помощью конического фиссурного алмазного бора препарировали паз, после чего в созданный паз вставляли хирургическую отвертку. Следили за тем, чтобы глубина на поверхности не превышала 1 мм. Затем это продвигалось против часовой стрелки. Холодно сваренный формирователь десны был успешно удален с имплантата без повреждения резьбы, что является новизной этой техники. Участок был кюретирован для удаления меток мягких тканей и проведена тщательная промывка бетадином. Был установлен формирователь десны, и его прилегание было подтверждено клинически и рентгенологически. (Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5).
Затем это продвигалось против часовой стрелки. Холодно сваренный формирователь десны был успешно удален с имплантата без повреждения резьбы, что является новизной этой техники. Участок был кюретирован для удаления меток мягких тканей и проведена тщательная промывка бетадином. Был установлен формирователь десны, и его прилегание было подтверждено клинически и рентгенологически. (Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5).
Рисунок 1
Через три месяца после установки имплантата по отношению к 46
Рисунок 2
Второй этап по отношению к 46
Рисунок 3
Извлечение формирователя десны
Рисунок 4
Armamentarium для извлечения формирователя десны
Рисунок 5
Сайт после извлечения
Рисунок 6
Фиксация коронки с помощью 46
Обсуждение
Холодная сварка представляет собой необычное механическое осложнение, с которым можно столкнуться после имплантации второго этапа. Norton MR et al.5 определили как увеличение момента отвинчивания по отношению к моменту затяжки, что приводит к отсутствию возможности извлечения, что присуще трехкомпонентной системе шестигранной конструкции. Krishna R et al.6 сообщили, что холодная сварка происходит в результате остатков кости и засохшей крови на поверхностях компонентов имплантата. Фибрин крови служит клеем. Это также может произойти из-за производственного дефекта компонентов или из-за того, что формирователь десны был чрезмерно затянут во время установки. Имплантат, использованный в исследовании, имел внутреннее шестигранное соединение. Таким образом, он распределяет внутриротовые силы глубже в теле имплантата и кости. Затягивание формирователя десны вызывает натяжение винта, что называется предварительным натягом.7 Предварительный натяг приводит к избыточному усилию зажима между формирователем десны и имплантатом. Это зажимное усилие вызывает упругое восстановление и притягивает обе поверхности друг к другу, обеспечивая долгосрочную фиксацию винта.
Norton MR et al.5 определили как увеличение момента отвинчивания по отношению к моменту затяжки, что приводит к отсутствию возможности извлечения, что присуще трехкомпонентной системе шестигранной конструкции. Krishna R et al.6 сообщили, что холодная сварка происходит в результате остатков кости и засохшей крови на поверхностях компонентов имплантата. Фибрин крови служит клеем. Это также может произойти из-за производственного дефекта компонентов или из-за того, что формирователь десны был чрезмерно затянут во время установки. Имплантат, использованный в исследовании, имел внутреннее шестигранное соединение. Таким образом, он распределяет внутриротовые силы глубже в теле имплантата и кости. Затягивание формирователя десны вызывает натяжение винта, что называется предварительным натягом.7 Предварительный натяг приводит к избыточному усилию зажима между формирователем десны и имплантатом. Это зажимное усилие вызывает упругое восстановление и притягивает обе поверхности друг к другу, обеспечивая долгосрочную фиксацию винта. Рекомендуемый крутящий момент для предварительного натяга должен составлять 75 % значения для достижения остаточной деформации.7 Таким образом, применение адекватной предварительной нагрузки помогает поддерживать более низкую микроподвижность интерфейса имплантат-винт абатмента. Кроме того, это сводит к минимуму частоту ослабления винтов, блокировку соединения имплантата с абатментом и снижает усталость.8
Рекомендуемый крутящий момент для предварительного натяга должен составлять 75 % значения для достижения остаточной деформации.7 Таким образом, применение адекватной предварительной нагрузки помогает поддерживать более низкую микроподвижность интерфейса имплантат-винт абатмента. Кроме того, это сводит к минимуму частоту ослабления винтов, блокировку соединения имплантата с абатментом и снижает усталость.8
Случай, описанный выше, показывает извлечение формирователя десны с помощью ультразвукового скейлера и создание паза на поверхности вместе с использованием ретракционной нити. Ультразвуковой скейлер создавал вибрации в винтовом соединении, тем самым создавая усилие сдвига, которое активировало ослабление соединения. Прорезь, созданная на головке винта, привела к механическому сцеплению подъемника и головки винта. Это создало плечо рычага вокруг центральной оси.
Этот случай холодной сварки формирователя десны можно предотвратить, приняв определенные меры предосторожности, такие как нанесение вазелина или антибиотической мази на контактирующие поверхности, тщательное промывание во избежание загрязнения кровью и костных обломков, застрявших между резьбами, и применение геля хлоргексидина внутри имплантата. .6, 7, 8, 9, 10
.6, 7, 8, 9, 10
Заключение
Холодная сварка может возникнуть в стоматологической практике с любыми системами имплантатов. Хотя общепринятого решения для его извлечения не существует, можно принять адекватные меры предосторожности, чтобы избежать этой ситуации. Техника извлечения формирователя десны, упомянутая выше, проста, экономична и может быть применена во всех системах зубных имплантатов.
Источник финансирования
Нет.
Конфликт интересов
Нет.
Ссылки
1
Уоррет
Н Ибею
РБ Лири
М Кремонезе
М Абдулрахим
Зубные имплантаты: обзорDent Update2017447596620
2
Л Адлер
К Бухлин
Л Янссон
Выживаемость и осложнения: ретроспективное наблюдение за имплантацией зубов в течение 9-15 лет J Oral Rehabil20204716774
3
Р. Э. Юнг
Б. Е. Пьетурссон
Е. Пьетурссон
Р. Глаузер
Зембик
М Цвален
Систематический обзор 5-летней выживаемости и частоты осложнений одиночных коронок с опорой на имплантатыClin Oral Implants Res200819211949
4
П Аравинд
РП Абдул
Д Венугопалан
Н Рамеш
М Атира
Извлечение формирователя десны методом холодной сварки — отчет о клиническом случаеJ Prosthetic Implant Dent2021425961
5
мистер Нортон
Оценка характеристик холодной сварки внутреннего конического интерфейса двух имеющихся в продаже систем имплантатов J Prosthet Dent199981215966
6
Р Кришна
Р. Кеджривал
Джей Сума
Извлечение винта-заглушки зубного имплантата холодной сварки с использованием новой техники Int J Oral Implantol Clin Res2015636972
7
С Вайдья
С Гупта
Си Капур
Формирователь десны холодной сварки: уникальное осложнение имплантации и его лечениеInt J Clin Implant Dent201512726
8
С Гупта
Х Гупта
Тандан
Технические осложнения имплантатов, причины и лечение: всесторонний обзор Natl J Maxillofac Surg20156138
9
Я Нергиз
П Шмаге
Р Шахин
Удаление сломанного винта абатмента имплантата: клинический отчет J Prosthet Dent200491651330
10
Си Пандей
Б.