О теплоблоке — характеристики, свойства, преимущества между кирпичом и деревом.
Экотеплоблок – это современный стройматериал, который заменил собой традиционные кирпичи. Он обладает композитной структурой, что делает строящуюся конструкцию надежной, долговечной, позволяет создать внутри помещения оптимальный микроклимат.
Структура
Эффективность экотеплоблоков объясняется их структурой, состоящей из двух слоев:
- Фасадный. Это наружный облицовочный слой, в точности копирующий натуральные материалы. Изготовители делают теплоблоки с внешним слоем, имитирующим каменный, мраморный, кирпичный материалы. Для производства применяют цемент, отсев гранита, пластификаторы, красители.
- Несущий. Внутренняя часть теплоблока, состоящая из поризованного керамзита и цемента М500, также в составе есть песок и вода. Керамзит обеспечивает значительное улучшение звуко- и теплоизоляции, придает “дышащие” свойства, способствует снижению веса материала.
Преимущества теплоблока
Простота работ
Влаго- и огнестойкость
Теплоизоляция
Звукоизоляция
Отсутствие отделочных работ
Собственноручная кладка
Стоимость
Экологичность
Краш-тест экотеплоблока
Проверка радиации в керамзите
Технические характеристики
PDF, 150 КБ
Виды облицовочного материала
Защитно-декоративный наружный слой выполнен из плотного бетона и может иметь любую фактуру и, в дальнейшем, окрашиваться в любой цвет фасадными красками. Перечисленные особенности блока дают неограниченный простор для воплощения любых фантазий архитектора:
Перечисленные особенности блока дают неограниченный простор для воплощения любых фантазий архитектора:
Кирпич или блок? Для двухэтажного дома общей площадью 250 кв. м.
Приведен приблизительный расчет затрат времени и материалов на возведение малоэтажных домов при использовании кирпича или теплоэффективного блока, представленный в виде рекламного материала:
О теплоблоке
Виды
Выпускаемые экотеплоблоки подразделяются на следующие разновидности:
- Рядовой – обычный блок из 2 слоев;
- Половинчатый – половина рядового теплоблока;
- Угловой – служит для выведения углов постройки;
- Угловой доборный (наружный) – не содержит фасадного слоя с одной стороны;
- Угловой доборный (внутренний) – вообще не содержит фасадного слоя;
- Внутренний угловой – фасадный слой прикрывает достаточно маленький участок;
- Оконный – включает в себя особую выемку для рамы;
- Оконный половинчатый – половина оконного теплоблока;
- Дверной – применяется для обустройства стен, которые примыкают к проему двери;
- Эркерный наружный – предназначается для укладки эркеров;
- Эркерный внутренний – по назначению не отличается от эркерного наружного, но почти не содержит фасадного слоя.


Благодаря подобному ассортименту, здания из экотеплоблоков сооружают аналогично конструктору Lego – требуемые блоки просто кладутся на соответствующие места. Кроме того, производимые экотеплоблоки возможно классифицировать по следующим параметрам:
- Марка керамзита. От нее зависит, насколько блок устойчив к динамическим нагрузкам – чем больше высота постройки, тем выше будут прочностные показатели теплоблока.
- Характеристики теплоизоляции. На качество теплоизоляции влияет высокий показатель теплопроводности керамзита. Для снижения продуваемости керамзитобетонный слой закрыт защитным облицовочным слоем.
- Строение. Экотеплоблоки подразделяются на вибролитые и вибропресованные. 2-й тип блоков при сохранении высокой прочности обладает увеличенным коэффициентом теплопроводности. Именно это способ изготовления мы используем в производстве.
Преимущества и недостатки
Ключевые преимущества экотеплоблоков заключаются в следующем:
- Экологичность. Применяемые при производстве материалы причисляются к химически нейтральным. Это значит, что теплоблоки не продуцируют опасных компонентов в любых эксплуатационных условиях.
- Стойкость к воздействию внешних факторов. Материал не покрывается плесневыми и грибковыми образованиями благодаря фасадному слою, который является устойчивым к влажности, температурным скачкам.
- Тепловая сопротивляемость. Стена, состоящая всего из 1 слоя экотеплоблоков, может заменить собой кладку кирпича толщиной 2 м.
- Разнообразный сортамент. Сегодня в продаже есть экотеплоблоки самых разных типов, поэтому можно приобрести материалы, подходящие для сооружения практически любого здания.
- Быстрая установка. Благодаря структуре из 2 слоев, монтаж 1 экотеплоблока включает в себя сразу наружную отделку и установку утеплительного слоя. Это позволяет повысить эффективность строительных работ в 2 раза.
- Отсутствие необходимости в выравнивании. Покупая высококачественные стройматериалы, можно выполнять финишную отделку расположенных внутри стен без предварительной подготовки.
- Демократичная цена. Экотеплоблок является одним из самых недорогих стройматериалов сегодня. Возведение здания из теплоблоков будет стоить меньше, чем строительство кирпичного, пено- и газобетонного дома.
 Применяемые при производстве материалы причисляются к химически нейтральным. Это значит, что теплоблоки не продуцируют опасных компонентов в любых эксплуатационных условиях.
Применяемые при производстве материалы причисляются к химически нейтральным. Это значит, что теплоблоки не продуцируют опасных компонентов в любых эксплуатационных условиях.
К прочим плюсам возможно причислить отличную шумоизоляцию, стойкость к огню – стройматериал не подвержен возгораниям. Конечно, есть у теплоблоков и минусы. К недостаткам можно отнести:
- Прочностные показатели. Разумеется, экотеплоблоки устойчивы к динамическим нагрузкам, но лишь до определенных пределов. Так, стройматериал можно применять для возведения зданий, высота которых не больше 3 этажей.
- Геометрические параметры. Если речь идет о высококачественных теплоблоках от проверенного изготовителя, данный недостаток нивелируется. Однако есть производители, которые не уделяют геометрическим параметрам материала должного внимания. В результате строительство усложняется.
Приобрести экологичные теплоблоки вы можете в нашей организации. Просто оставьте заявку на нашем сайте, чтобы специалист связался с вами для уточнения деталей. Также мы готовы провести строительство здания из теплоблоков. Возводим строения как по типовым, так и по индивидуальным проектам. Если у вас есть вопросы, вы всегда можете проконсультироваться с нашими специалистами – они помогут вам подобрать оптимальный вариант. Стоимость наших услуг и продукции невысокая, не превышает среднерыночную.
Также мы готовы провести строительство здания из теплоблоков. Возводим строения как по типовым, так и по индивидуальным проектам. Если у вас есть вопросы, вы всегда можете проконсультироваться с нашими специалистами – они помогут вам подобрать оптимальный вариант. Стоимость наших услуг и продукции невысокая, не превышает среднерыночную.
Протокол испытаний блоков
PDF, 866 КБ
Характеристики теплоблока
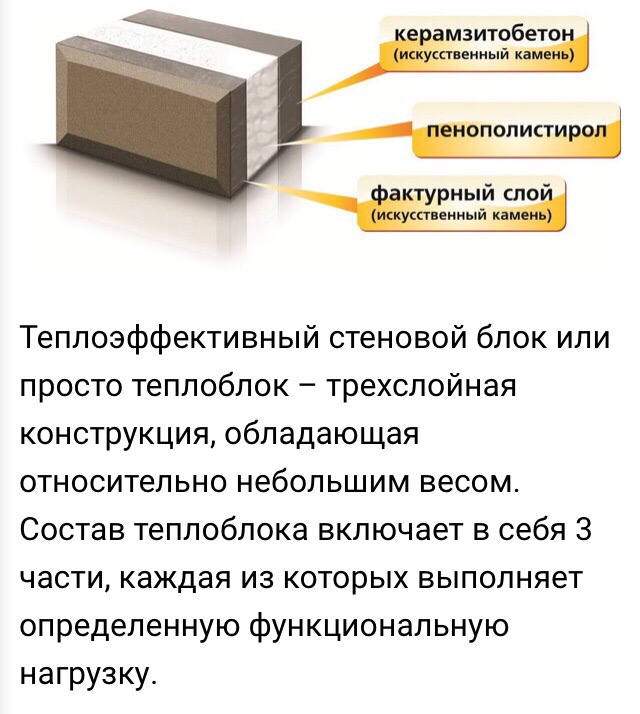
Теплоблок или же теплоэффективный стеновой блок (кирпич нового поколения) представляет собой трехслойную конструкцию, которая имеет относительно небольшой вес.
Внутренняя и наружная часть данной конструкции состоят из бетона, а полость между ними заполнена пенополистиролом – он и выполняет функцию эффективного утеплителя.
Вы очень удивитесь как быстро и качественно можно построить дом из ТЕПЛОБЛОКА.
А ещё больше будете удивлены, какой он тёплый, ведь теплоблок толщиной 300 мм равноценен по приведённому сопротивлению теплопередачи 2-х метровой кирпичной стене.
Естественно расходы на отопление такого дома снижаются в разы.
Ещё одно преимущество теплоблока — это стоимость строительства.
Стоимость строительства дома из теплоблока одна из самых низких в малоэтажном домостроении.
Сегодня теплоблоки можно с легкостью назвать универсальным стройматериалом нового поколения и все это благодаря их техническим характеристикам теплоблока, а также целому ряду преимуществ, которые выгодно отличают данный стройматериал от ему подобных.
К этим преимуществам можно отнести:
- эффективное сохранение тепла;
- экологичность – в состав теплоблоков не входят вредные для организма человека компоненты;
- бюджетность – использование таких блоков позволяет сэкономить на рабочих смесях для укладки данного стройматериала;
- возможность применения в «быстром строительстве»;
- простоту в использовании – теплоблоки легкие, фактурные и при этом имеют точную геометрическую форму;
- пожарную безопасность – для ее обеспечения горючая внутренняя прослойка из пенополистирола на стадии производства стройматериала обрабатывается антипиреном;
- долговечность.

ОСНОВНЫЕ ХАРАКТЕРИСТИКИ БЛОКА
— Плотность основных наружного и внутреннего слоев блока, кг/м³ 1700
— Класс бетона (марка) при сжатии основного слоя блока В10-В12,5 (М150-М200)
— Теплопроводность теплоизолирующего материала, Вт/м²°С 0,038
— морозостойкость основного слоя бетона, циклов F50-F75
— Водопоглощение, % 0,5
— Масса теплоблока, кг, не более от 17 кг
— Коэфициент теплосопротивления теплоизолирующего материала, толщина 180 мм, м²К/Вт 4,7
Теплоблоки являются высокотехнологичным продуктом строительной индустрии высокой заводской готовности и предназначены для возведения наружных ограждающих конструкций (несущих, самонесущих, ненесущих для заполнения каркасов) жилых, общественных, отапливаемых промышленных и сельскохозяйственных зданий с нормальным тепловлажностным режимом внутренних помещений.
ОТЛИЧИТЕЛЬНЫЕ СВОЙСТВА ПЕНОПОЛИСТИРОЛА
-отличные тепло, хладо и звукоизоляционные свойства, позволяющие использовать теплоблоки в строительстве общественных и производственных зданий;
-идеальная геометрия теплоизоляционного наполнения;
-высокая прочность на сжатие — 0,10 МПа по сравнению с минеральной ватой;
-хорошее соотношение прочности и веса;
-низкая влагопроницаемость и водопоглощение;
-экологичность, разрешение на длительный контакт с пищевыми продуктами;
-устойчивость к росту бактерий;
-долговечность, срок эксплуатации пенополистирола в теплоблоках — более 30 лет;
-низкая цена пенополистирола и соответственно выпускаемых с его использованием теплоблоков.
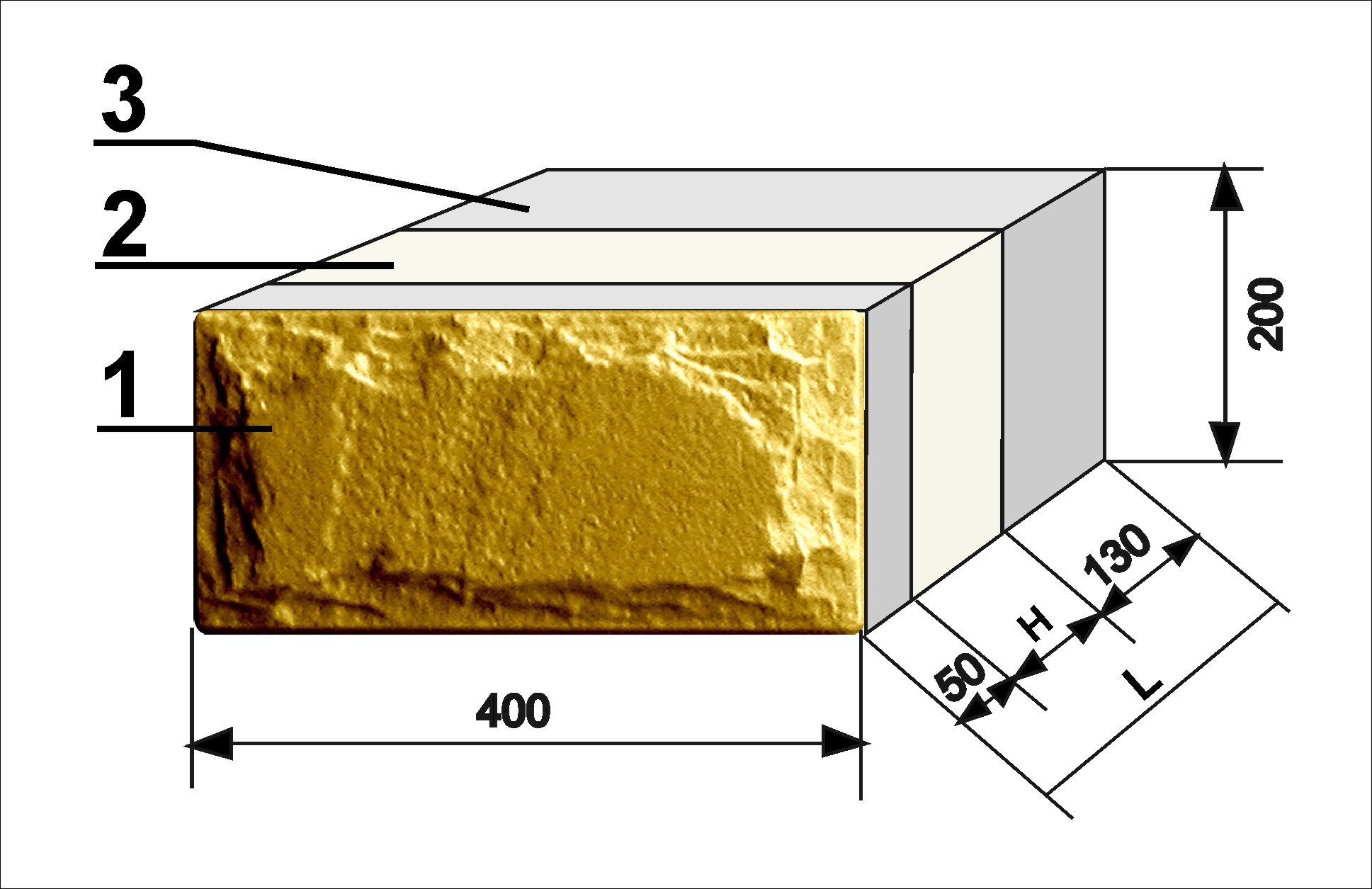
Теплоблоки изготавливаются следующих типоразмеров:
200 х 200 х 400 мм
200 х 300 х 400 мм
200 х 400 х 400 мм
Несущая способность
Теплоблок выпускается классом бетона (маркой) при сжатии несущей части В12,5 (М150), что в соответствии со «СНиП II-22-81 «Каменные и армокаменные конструкции» позволяет использовать их в качестве несущих конструкций в зданиях высотой до 5 этажей.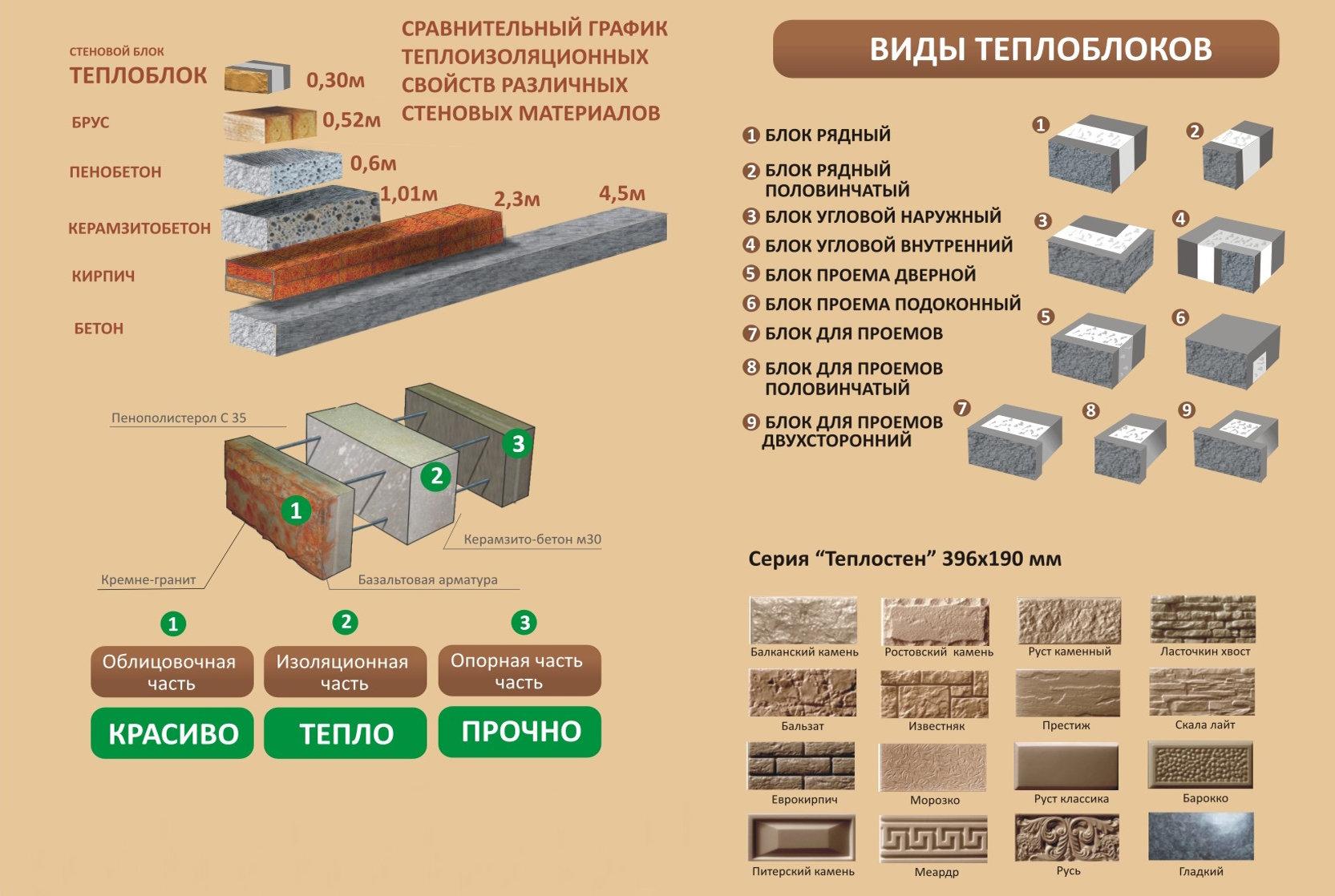
Экологичность, пожаробезопасность
Массивный несущий слой теплоблока позволяют использовать теплоблоки при возведении зданий практически всех классов функциональной пожарной опасности по СНиП 21-01. Стены зданий из теплоблока обладают высокой теплоаккумулирующей способностью и при этом обеспечивают необходимый температурно-влажностный комфорт в помещениях.
Возведение стен
Сочетание достаточно крупных размеров теплоблоков с высокой геометрической точностью, легким весом и наличием фактурного слоя предопределяет следующие преимущества блоков при строительных работах:
— отсутствие строительных отходов;
— при строительстве малоэтажных зданий — отсутствие в необходимости в грузоподъемной технике;
— высокое качество кладки стен рабочими средней квалификации;
— выполнение внутренних отделочных работ без предварительной подготовки стен;
— возможность реализовать практически любые архитектурные решения фасадов без значительного удорожания стоимости;
— значительное сокращение сроков возведения стен за счет ведения тонкошовной кладки теплоблоков с использованием кладочных клеев на основе тонкодисперсных сухих смесей;
— снижение трудоемкости работ и, соответственно, снижение стоимости строительно — монтажных работ.
Мы рады видеть Вас на нашем сайте!
Если Вам понравился данный материал, пожалуйста, посоветуйте его своим друзьям в социальных сетях с помощью кнопок расположенных ниже.
При копировании материала на другие сайты ссылка на наш сайт как источник обязательна, потому, как даже в сети можно и нужно оставаться вежливыми людьми.
Ну и, конечно же, не забываем комментировать.
Hotend: определение, типы, принцип работы, преимущества и недостатки
Hotend являются наиболее важным компонентом 3D-принтера FDM (моделирование методом наплавления), потому что они плавят пластиковую нить перед ее нанесением, слой за слоем, на создать 3D-деталь. Хотэнд в основном состоит из сопла, теплового блока, терморазрыва и радиатора. Эти компоненты работают вместе, чтобы максимально быстро расплавить пластик, одновременно удерживая тепло в нагревательном блоке. Хот-энды доступны как в виде цельнометаллических узлов, так и в виде металлопластиковых гибридов, в которых трубка из ПТФЭ используется внутри хот-энда, но не является частью сопла. Высококачественный хотэнд обеспечивает постоянный контроль температуры. Точный контроль температуры позволяет получать стабильно качественные отпечатки с минимальным засорением сопла. На рис. 1 ниже показана базовая сборка хотэнда:
Хотэнд в основном состоит из сопла, теплового блока, терморазрыва и радиатора. Эти компоненты работают вместе, чтобы максимально быстро расплавить пластик, одновременно удерживая тепло в нагревательном блоке. Хот-энды доступны как в виде цельнометаллических узлов, так и в виде металлопластиковых гибридов, в которых трубка из ПТФЭ используется внутри хот-энда, но не является частью сопла. Высококачественный хотэнд обеспечивает постоянный контроль температуры. Точный контроль температуры позволяет получать стабильно качественные отпечатки с минимальным засорением сопла. На рис. 1 ниже показана базовая сборка хотэнда:
В этой статье будет подробно описано, что такое хот-энды, как они работают и как выбрать лучший, а также даны советы по устранению неполадок и обслуживанию.
Что такое Hotend?
Горячий конец 3D-принтера — это компонент, используемый в 3D-принтерах FDM (моделирование методом наплавления). Он предназначен для расплавления пластиковой нити, которая проталкивается в нее экструдером. Хотэнд состоит из камеры, которая нагревается нагревательным элементом, который находится под контролем нагрева с замкнутым контуром с использованием термистора для обратной связи по температуре. В нижней части хотэнда есть съемная насадка, которая наносит материал на рабочую пластину 3D-принтера. Хот-энды почти исключительно используются в печати на пластике, который имеет низкую температуру плавления, а также способен быстрее остывать.
Хотэнд состоит из камеры, которая нагревается нагревательным элементом, который находится под контролем нагрева с замкнутым контуром с использованием термистора для обратной связи по температуре. В нижней части хотэнда есть съемная насадка, которая наносит материал на рабочую пластину 3D-принтера. Хот-энды почти исключительно используются в печати на пластике, который имеет низкую температуру плавления, а также способен быстрее остывать.
Как работают хотэнды в 3D-печати?
Горячая часть 3D-принтера является частью узла экструдера. Пластиковая нить поступает в верхнюю часть экструдера, где зацепляется зубчатым колесом. Это зубчатое колесо подпружинено, так что оно может обеспечивать постоянное контактное давление на нить. Зубчатое колесо приводится в движение шаговым двигателем, скорость которого определяется конкретными настройками принтера, выбранными пользователем.
Затем зубчатое колесо проталкивает пластик вниз в хотэнд, который состоит из нагревательного картриджа, нагревательного блока, радиатора, направляющей нити, термистора, сопла, охлаждающего вентилятора и направляющей нити. Нагревательный картридж крепится к сплошному металлическому блоку, окружающему направляющую нити. Эта конфигурация расположена непосредственно перед соплом. Он отделен от остальной части узла хотэнда тепловым разрывом, чтобы предотвратить возврат тепла вверх по потоку через узел хотэнда. Термистор также расположен внутри металлического блока, чтобы обеспечить обратную связь для контроля температуры, поскольку каждому пластику требуется разная температура для плавления.
Нагревательный картридж крепится к сплошному металлическому блоку, окружающему направляющую нити. Эта конфигурация расположена непосредственно перед соплом. Он отделен от остальной части узла хотэнда тепловым разрывом, чтобы предотвратить возврат тепла вверх по потоку через узел хотэнда. Термистор также расположен внутри металлического блока, чтобы обеспечить обратную связь для контроля температуры, поскольку каждому пластику требуется разная температура для плавления.
По мере того, как экструдер выталкивает пластик в зону нагрева, он начинает плавиться и проталкивается через латунное или стальное сопло с отверстием диаметром от 0,1 до 1,4 мм. Пластик проталкивается через сопло, потому что экструдер постоянно проталкивает больше пластика в направляющую нити. К хотэнду обычно присоединяется радиатор. Это гарантирует, что тепло от нагревательного картриджа не будет возвращаться обратно вверх по потоку от нагретой камеры, вызывая преждевременное плавление материала, явление, называемое «тепловой ползучести». Можно подключить дополнительный вентилятор для обдува радиатора воздухом. Хотэнд перемещается по осям x, y и z платформы принтера с помощью 3 дополнительных шаговых двигателей.
Можно подключить дополнительный вентилятор для обдува радиатора воздухом. Хотэнд перемещается по осям x, y и z платформы принтера с помощью 3 дополнительных шаговых двигателей.
Для получения дополнительной информации см. наш путеводитель по тепловой ползучести.
Какие существуют типы хотэндов?
В целом, все хотэнды для 3D-принтеров работают по одному и тому же фундаментальному принципу, но некоторые из них лучше спроектированы для предотвращения теплового расползания, чем другие, и могут использовать различные материалы, требующие более высоких температур плавления. Ниже перечислены некоторые распространенные типы хотэндов:
- С пластиковой футеровкой: хотэнды с пластиковой футеровкой используются в большинстве недорогих экструдеров для 3D-принтеров и обычно имеют трубку из ПТФЭ или ПЭЭК внутри хотэнда. Эта вставка выполняет две функции. Во-первых, это снижает трение внутри хотэнда и предотвращает прилипание нити к стенкам сопла. Во-вторых, это помогает уменьшить теплоотдачу от блока нагревателя за счет более низкой теплопроводности пластикового вкладыша. Это помогает предотвратить расползание тепла.
- All-Metal: Цельнометаллические хотэнды предназначены для печати пластиками с высокой температурой плавления, такими как поликарбонат и нейлон. В результате они не имеют вкладышей из ПТФЭ, которые начинают размягчаться при более высоких температурах печати, необходимых для материалов с более высокой температурой плавления. Поскольку у них нет пластиковых вкладышей, блокирующих передачу тепла от сопла, в цельнометаллических хотэндах используются тепловые прокладки и материалы с низким коэффициентом теплопередачи для устранения ползучести тепла, а для уменьшения трения используются металлы с низким коэффициентом трения с полированными поверхностями.
 Во-вторых, это помогает уменьшить теплоотдачу от блока нагревателя за счет более низкой теплопроводности пластикового вкладыша. Это помогает предотвратить расползание тепла.
Во-вторых, это помогает уменьшить теплоотдачу от блока нагревателя за счет более низкой теплопроводности пластикового вкладыша. Это помогает предотвратить расползание тепла.Как выбрать правильный хотэнд для вашего 3D-принтера
Выбрать правильный хотэнд для вашего приложения относительно просто. Ниже перечислены некоторые моменты, которые следует учитывать перед принятием решения:
Ниже перечислены некоторые моменты, которые следует учитывать перед принятием решения:
- Материалы: При выборе хотэнда важно иметь четкое представление о том, какими материалами вы будете печатать. Для стандартных материалов, таких как PLA, PETG или ABS, будет достаточно стандартного хотэнда с тефлоновым покрытием, так как температура плавления не слишком высока. Однако для пластмасс с более высокой температурой плавления, таких как поликарбонат или нейлон, предпочтительнее цельнометаллический горячий конец.
- Совместимость с принтером: При замене стандартного хотэнда на улучшенный важно убедиться, что он совместим с существующими принтерами. Хотя подавляющее большинство хот-эндов имеют одинаковую общую конструкцию, важно убедиться, что хот-энд механически и электрически совместим с вашим принтером. С точки зрения механической совместимости, хотэнд должен быть установлен на существующем узле экструдера. Для обеспечения электрической совместимости нагревательный картридж и термистор должны быть совместимы с платой управления принтера.
- Тип сопла: Сопла поставляются из латуни, закаленной стали и стали с рубиновым наконечником. Некоторые материалы нити для печати могут быть чрезвычайно абразивными, особенно металлический порошок или пластик с углеродным наполнителем. В этом случае для достижения оптимальных результатов требуется сопло из закаленной стали или сопло с рубиновым наконечником. При печати материалами, которые не содержат волокон или наполнителей специального назначения, таких как нейлон, ABS или PLA, достаточно стандартного латунного сопла. Сопла имеют разный размер апертуры: меньшие апертуры обеспечивают более точную детализацию печати за счет скорости, а большие апертуры обеспечивают более низкое качество, но более высокую скорость печати.

Каковы преимущества Hotends для 3D-печати?
Hotends имеют решающее значение для любого работающего 3D-принтера в стиле FDM. Ниже перечислены некоторые преимущества хорошо спроектированного хотэнда:
- Повышенная скорость печати: Хорошо спроектированный хотэнд оптимизирован для уменьшения веса, но при этом эффективно нагревает пластик и предотвращает тепловую ползучесть. Меньший вес означает, что можно достичь более высоких скоростей печати, так как меньше массы перемещается по печатному столу. Более быстрый нагрев также позволяет увеличить скорость экструзии, что имеет решающее значение для высокоскоростной печати.
- Снижение блокировки: Ряд факторов, таких как ползучесть тепла, плохое регулирование температуры и плохое распределение температуры, могут вызвать блокировку внутри хотэнда. Хорошо спроектированный хотэнд устранит эти проблемы за счет использования материалов с низкой теплопроводностью, чтобы предотвратить тепловую ползучесть. Вы также можете использовать высококачественные нагревательные элементы и термисторы для улучшения регулирования температуры и спроектировать нагревательный блок для эффективной и стабильной передачи тепла в пластик.
 Меньший вес означает, что можно достичь более высоких скоростей печати, так как меньше массы перемещается по печатному столу. Более быстрый нагрев также позволяет увеличить скорость экструзии, что имеет решающее значение для высокоскоростной печати.
Меньший вес означает, что можно достичь более высоких скоростей печати, так как меньше массы перемещается по печатному столу. Более быстрый нагрев также позволяет увеличить скорость экструзии, что имеет решающее значение для высокоскоростной печати.Каковы недостатки Hotend для 3D-печати?
Для достижения оптимальных результатов на машинах для 3D-печати FDM необходим качественный хотэнд. Ниже перечислены некоторые недостатки плохо спроектированного хотэнда:
- Плохое качество печати: Хотэнд низкого качества может плохо контролировать температуру. Когда температура не регулируется в узком постоянном диапазоне, волокнистый материал не будет выходить из сопла с постоянными свойствами, обеспечиваемыми жестким контролем температуры. Это может привести к дефектам печати, увеличению коробления и уменьшению межслойного соединения.
- Засоры сопел и хотэнда: Некачественный хотэнд может привести к большему количеству засоров внутри хотэнда или сопла и, в конечном итоге, к сбоям печати. Это может быть связано с недостаточной тепловой изоляцией, вызывающей тепловую ползучесть; некачественная обработка внутри хотэнда, в результате чего внутренняя поверхность сопла становится шероховатой, что увеличивает вероятность прилипания филамента; и, наконец, плохая регулировка температуры.
 Когда температура не регулируется в узком постоянном диапазоне, волокнистый материал не будет выходить из сопла с постоянными свойствами, обеспечиваемыми жестким контролем температуры. Это может привести к дефектам печати, увеличению коробления и уменьшению межслойного соединения.
Когда температура не регулируется в узком постоянном диапазоне, волокнистый материал не будет выходить из сопла с постоянными свойствами, обеспечиваемыми жестким контролем температуры. Это может привести к дефектам печати, увеличению коробления и уменьшению межслойного соединения. Чтобы предотвратить эти проблемы, может потребоваться обновление всего хотэнда. Кроме того, плохо обслуживаемый хот-энд также может вызывать блокировки. Регулярное техническое обслуживание и очистка могут помочь уменьшить количество сбоев при печати.
Как поддерживать хот-энд для обеспечения оптимальной производительности?
Регулярное техническое обслуживание имеет решающее значение для оптимальной работы хотэнда. Ниже перечислены некоторые общие действия по техническому обслуживанию обслуживаемых компонентов хотэнда:
- Сопло: Сопло необходимо регулярно чистить — как внешние поверхности, так и отверстие сопла. Это следует делать, пока сопло горячее. Размер апертуры также следует проверить, так как он может увеличиваться со временем из-за износа.
- Нагревательный блок: Нагревательный блок содержит нагревательный элемент и термистор. Со временем он может покрыться пластиком, и его необходимо регулярно чистить. Большинство нагревательных блоков имеют силиконовое покрытие для защиты пользователя от ожогов, а также для оптимизации передачи тепла в материал нити. Убедитесь, что эта крышка не повреждена и чистая.
- Термистор: Неисправный термистор может привести к нестабильной температуре в хотэнде. Он также может полностью выйти из строя, если кабель поврежден или изношен. Регулярно проверяйте состояние кабеля. Если возможно, снимите датчик и поместите его в чашку с ледяной водой (с нерастаявшим льдом) или кипящей водой, чтобы проверить точность показаний температуры.
- Нагревательный картридж: Со временем нагревательный картридж может выйти из строя из-за неправильного соединения. Если это произойдет, печать не удастся. Регулярно проверяйте кабель, чтобы убедиться, что он не поврежден и не изношен. Замените, если требуется.
- Терморазрыв или трубка: Для цельнометаллических хотэндов терморазрыв часто изготавливается из материала с низкой теплопроводностью и не требует замены. Однако некоторые принтеры имеют трубки из ПТФЭ внутри хотэнда, которые со временем могут изнашиваться или разрушаться. Они должны быть заменены в случае учащения засоров. Терморазрыв имеет тонкий вырез/прорезь для уменьшения потенциальной площади для передачи тепла. Убедитесь, что этот зазор чистый, в нем нет пластикового мусора или пыли, так как это может вызвать тепловую ползучесть.
- Радиатор: Убедитесь, что в зазорах между ребрами радиатора нет пыли или мусора, так как это может снизить производительность радиатора.
 Он также может полностью выйти из строя, если кабель поврежден или изношен. Регулярно проверяйте состояние кабеля. Если возможно, снимите датчик и поместите его в чашку с ледяной водой (с нерастаявшим льдом) или кипящей водой, чтобы проверить точность показаний температуры.
Он также может полностью выйти из строя, если кабель поврежден или изношен. Регулярно проверяйте состояние кабеля. Если возможно, снимите датчик и поместите его в чашку с ледяной водой (с нерастаявшим льдом) или кипящей водой, чтобы проверить точность показаний температуры.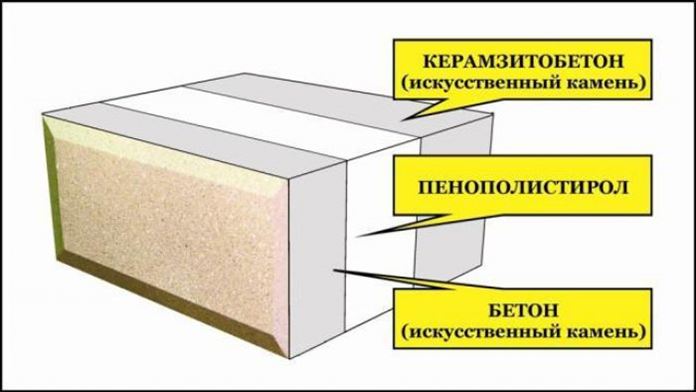 Убедитесь, что этот зазор чистый, в нем нет пластикового мусора или пыли, так как это может вызвать тепловую ползучесть.
Убедитесь, что этот зазор чистый, в нем нет пластикового мусора или пыли, так как это может вызвать тепловую ползучесть.Как устранить проблемы с засорением и застреванием в Hotend?
Засоры и замятия могут быть вызваны рядом проблем с хотэндом. Например, картридж нагревателя может быть недостаточно горячим, чтобы расплавить пластик, или неисправный датчик температуры может привести к тому, что в систему управления будет передана неправильная температура.
Тепловая ползучесть может привести к преждевременному расплавлению пластика, что приведет к заеданию.
Наконец, сопло может быть забито мусором. Имеет смысл сначала проверить самую легкую потенциальную причину, т. е. сопло, прежде чем разбирать узел экструдера для более тщательной проверки.
Что входит в состав хотэнда?
Большинство хот-эндов имеют одинаковую общую конструкцию, пластик подается на хот-энд с помощью экструдера, рис. 2, точка 6:
2, точка 6:
Ниже перечислены основные компоненты хот-энда:
- Сопло: Сопло может иметь диаметр отверстия от 0,1 до 1,4 мм. Они могут быть изготовлены из латуни, закаленной стали или стали с рубиновым наконечником. Латунные сопла используются для неабразивных материалов без наполнителей, таких как PLA, PETG и ABS. Закаленная сталь и сопла с рубиновым наконечником используются для более абразивных материалов, таких как металл или нити с наполнителем из углеродного волокна. Форсунки можно легко заменить или заменить, и они имеют тенденцию блокироваться, если их не обслуживать должным образом.
- Нагревательный блок: Нагревательный блок содержит картридж нагревателя, а также датчик температуры. Он обеспечивает равномерный нагрев нити, так что она плавится непосредственно перед выходом из сопла. Сопло и тепло вламывают оба винта в термоблок. Термоблок не требует замены в течение срока службы хотэнда, но он может загрязниться, что снизит его эффективность. По этой причине требуется регулярная уборка.
- Тепловой барьер: Тепловой барьер предназначен для ограничения передачи тепла от нагревательного блока к областям, расположенным выше по потоку в горячем конце. Терморазрыв обычно изготавливается из материала с низкой теплопроводностью. Он также имеет уменьшенный диаметр, что также помогает уменьшить теплопередачу. Терморазрыв не требует технического обслуживания, но он может изнашиваться при воздействии на высокоабразивную нить.
- Радиатор: Радиатор помогает передавать любое тепло, прошедшее через тепловой разрыв, в окружающий воздух посредством пассивного или активного охлаждения. Для активно охлаждаемого радиатора вентилятор используется для увеличения скорости передачи тепла от ребер радиатора в окружающую атмосферу. Радиатор может запылиться, что уменьшит его способность эффективно передавать тепло от горячего конца. Для получения дополнительной информации см. наше руководство Что такое радиатор?
- Направляющая нити: Направляющая нити представляет собой либо гладко обработанную трубку (в случае цельнометаллического хотэнда), либо трубку из ПТФЭ или ПЭЭК (для стандартных хотэндов). Направляющая нити должна иметь низкий коэффициент трения, а также низкую теплопроводность. Трубки из ПТФЭ или ПЭЭК необходимо заменять, поскольку они со временем изнашиваются/деградируют.
 По этой причине требуется регулярная уборка.
По этой причине требуется регулярная уборка. Направляющая нити должна иметь низкий коэффициент трения, а также низкую теплопроводность. Трубки из ПТФЭ или ПЭЭК необходимо заменять, поскольку они со временем изнашиваются/деградируют.
Направляющая нити должна иметь низкий коэффициент трения, а также низкую теплопроводность. Трубки из ПТФЭ или ПЭЭК необходимо заменять, поскольку они со временем изнашиваются/деградируют.Какие существуют передовые методы оптимизации производительности Hotend?
Ниже перечислены несколько методов повышения производительности хот-энда:
- Калибровка настроек ПИД-регулятора: Настройки ПИД-регулятора (пропорционально-интегрально-дифференциальная) могут регулироваться автоматически контроллером принтера, или вы можете вручную получить доступ к микропрограмме. Отрегулируйте эти значения, чтобы оптимизировать контур регулирования температуры для достижения оптимальных результатов.
- Внедрение активного охлаждения: Большинство хотэндов имеют пассивный радиатор, который отводит тепло от хотэнда в окружающий воздух. Однако если вы хотите печатать при более высоких температурах и скоростях, то этого метода отвода тепла может оказаться недостаточно. Теплоотвод радиатора можно улучшить с помощью системы активного охлаждения. Например, к радиатору можно прикрепить вентилятор, обдувающий ребра холодным воздухом. Также можно использовать систему с жидкостным охлаждением, чтобы максимизировать скорость теплопередачи.
 Теплоотвод радиатора можно улучшить с помощью системы активного охлаждения. Например, к радиатору можно прикрепить вентилятор, обдувающий ребра холодным воздухом. Также можно использовать систему с жидкостным охлаждением, чтобы максимизировать скорость теплопередачи.
Теплоотвод радиатора можно улучшить с помощью системы активного охлаждения. Например, к радиатору можно прикрепить вентилятор, обдувающий ребра холодным воздухом. Также можно использовать систему с жидкостным охлаждением, чтобы максимизировать скорость теплопередачи.Какую роль играет контроль температуры в производительности Hotend?
Основная функция хотэнда — подача расплавленного до нужной температуры пластика к соплу для нанесения на 3D-печать. Температурный контроль играет решающую роль в выполнении этой функции. Весь горячий конец спроектирован так, чтобы нагревать нить достаточно быстро, чтобы обеспечить постоянную подачу пластика во время печати. Хотэнд также должен предотвращать перемещение избыточного тепла вверх по потоку через узел подачи нити, где преждевременное размягчение или плавление может расплавить или сломать нить и заклинить машину. Качественный хотэнд может эффективно контролировать температуру и удерживать тепло там, где это необходимо, за счет использования эффективных теплоотводов и радиаторов. Активное охлаждение радиатора может помочь предотвратить расползание тепла.
Активное охлаждение радиатора может помочь предотвратить расползание тепла.
Для получения дополнительной информации см. наше руководство «Как избежать теплового сползания».
Какие факторы следует учитывать при покупке лучших хотэндов для вашего 3D-принтера?
При покупке нового хотэнда для 3D-принтера необходимо учитывать ряд моментов. Наиболее важные факторы перечислены ниже:
- Совместимость материалов: Материал, который вы планируете использовать для печати, определит, какой хотэнд лучше всего подходит для вашего приложения. Для печати стандартными материалами, такими как PLA, ABS и PETG, идеально подходит горячий конец со вставкой из PTFE. Если вы планируете печатать высокотемпературными материалами, такими как поликарбонат, то нужен цельнометаллический хотэнд.
- Совместимость с принтером: Не все хот-энды взаимозаменяемы. Вы должны убедиться, что выбранный вами хотэнд совместим с вашим 3D-принтером. Необходимо проверить как механическую, так и электрическую совместимость.
- Совместимость с насадкой: Некоторые нити, такие как нейлон с угольным наполнителем, чрезвычайно абразивны и могут повредить стандартную латунную насадку. Если вы планируете использовать эти абразивные материалы, лучше всего подойдет насадка из закаленной стали или рубинового наконечника. Кроме того, важно, чтобы насадки, используемые на хотэнде, имели стандартный размер резьбы (например, M6), поскольку нестандартные насадки могут быть дорогими и их трудно найти.
- Сдерживание тепла: Горячие концы самого высокого качества способны удерживать тепло вблизи сопла, чтобы предотвратить утечку тепла, вызывающую засорение во время печати. Это особенно важно, если вы печатаете высокотемпературными материалами.
- Долговечность: Хот-энды, изготовленные из качественных материалов, прослужат намного дольше, чем более дешевые аналоги. Лучше потратить немного больше авансом, чтобы гарантировать, что ваш хотэнд прослужит весь срок службы принтера.
 Необходимо проверить как механическую, так и электрическую совместимость.
Необходимо проверить как механическую, так и электрическую совместимость.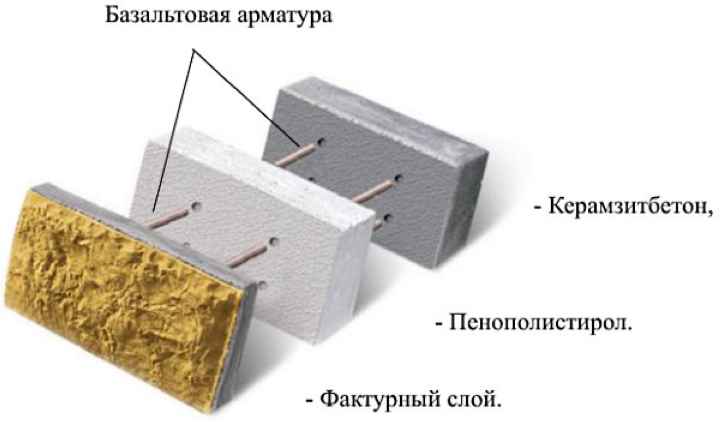
Нужно ли чистить Hotends после использования?
Да, чистка хотэнда после каждого отпечатка — лучший способ обеспечить его оптимальную работу при следующем отпечатке. Нет необходимости полностью разбирать хотэнд после каждой печати. Вместо этого достаточно прочистить сопло и убедиться, что на хотэнде нет мусора или пыли. Тем не менее, периодическое техническое обслуживание всего устройства может помочь продлить срок службы вашего хот-энда.
Является ли Hotend самой важной частью 3D-принтера?
Да. Без хотэнда 3D-принтер не сможет расплавить пластик, чтобы нанести его на печатную платформу. Однако хотэнды важны только для 3D-принтеров в стиле FDM.
Резюме
В этой статье представлены хот-энды, объяснено, что они собой представляют, а также рассмотрены различные типы и принципы их работы. Чтобы узнать больше о хот-эндах, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая 3D-печать и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Петлевая изотермическая амплификация (LAMP) | NEB
Главная
Протоколы
Петлевая изотермическая амплификация (LAMP)
Обзор:
LAMP — это метод изотермической амплификации, предназначенный для обнаружения целевой нуклеиновой кислоты без использования сложного оборудования. LAMP обеспечивает высокую чувствительность (до fg или <10 копий мишени), но дает быстрые результаты: реакции можно проводить всего за 5–10 минут. Реакции можно проводить с ограниченными ресурсами, с использованием водяной бани для инкубации и определения результатов на глаз или с помощью измерений в реальном времени и высокопроизводительных инструментов. Обнаружение РНК-мишеней достигается простым добавлением обратной транскриптазы к реакции LAMP, при этом RT-LAMP выполняется как настоящий одноэтапный изотермический рабочий процесс.
Требуемые материалы:
- Bst 3.0 (M0374), Bst 2.0 (M0537), Bst 2.0 WarmStart (M0538) или ДНК-полимераза Bst дикого типа, большой фрагмент (M0275)
- Обратная транскриптаза WarmStart® RTx (M0380)
- Буфер для изотермической амплификации 10X (Bst 2. 0) или буфер Thermopol (Bst)
- 10 мМ смесь dNTP (N0447)
- 100 мМ MgSO4 (B1003S)
- Праймеры LAMP (примечание: мы настоятельно рекомендуем использовать NEB LAMP Primer Design Tool)
- Термоблок или водяная баня, температура 65 °C
 0) или буфер Thermopol (Bst)
0) или буфер Thermopol (Bst)Дополнительные материалы:
- Флуориметр в реальном времени (аппарат для количественной ПЦР) или турибидиметр для мониторинга в реальном времени
- SYTO®-9 для флуоресценции в реальном времени
- Кальцеин, гидроксинафтоловый синий, малахитовый зеленый или SYBR® Green 1 для анализа конечной точки
- dUTP и термолабильная урацил-ДНК-гликозилаза (M0372) для предотвращения переноса загрязнения (примечание: Bst 2.0 настоятельно рекомендуется для использования с системами dUTP/UDG)
Прежде чем начать:
Смесь праймеров LAMP может быть приготовлена из всех 4 или 6 (с петлей) праймеров. Смесь праймеров 10X должна содержать: 16 мкМ FIP, 16 мкМ BIP, 2 мкМ F3, 2 мкМ BE, 4 мкМ LoopF, 4 мкМ LoopB в ТЕ или воде.
Реакции должны быть настроены на льду. Если желательна установка комнатной температуры, используйте ДНК-полимеразу Bst 2.0 WarmStart.
При анализе с помощью электрофореза в агарозном геле или другого метода, требующего открытия реакционных сосудов LAMP, подготовьте вторичную зону анализа и оборудование, чтобы избежать загрязнения.
Процедура:
| Компонент | Объем (реакция 25 мкл) |
| Буфер для изотермической амплификации 10X | 2,5 мкл |
| 10 мМ дНТФ | 3,5 мкл (конечная концентрация 1,4 мМ) |
| 100 мМ MgSO 4 | 1,5 мкл (6 мМ+2 мМ в буфере=8 мМ конечный) |
| 10X Праймеры | 2,5 мкл (1,6 мкМ FIP/BIP, 0,2 мкМ F3/B3, 0,4 мкМ LoopF/B) |
| Bst 2,0 (8000 ЕД/мл) | 1 мкл (0,32 ед/мкл) |
| Образец | напр. 1 мкл |
| Н 2 О | 13 мкл |
| Для РНК-мишеней: WS RTx | 0,5 мкл |
Для обеспечения специфичности амплификации настоятельно рекомендуется использовать элемент управления без шаблона.