Стартовый профиль для панелей ПВХ 4мм, 3 м (25) L- mini :: Сопутствующие товары :: Панели ПВХ
Категории
- Панели ПВХ
- ArtDekArt
- Дерево
- Камень
- Кирпич
- Мозаика
- Плитка
- Сланец
- Альфа
- Сопутствующие товары
- ArtDekArt
- Рельефные панели ПВХ
- 3D панели «Эклектика» (Eclectica)
- 3D панели «Фартуки-ПАННО»
- Самоклеящиеся ПАНЕЛИ
- вспененные «САМОКЛЕЯЩИЕСЯ 3D ПАНЕЛИ»
- вспененные «САМОКЛЕЯЩИЕСЯ ОБОИ»
- вспененные «САМОКЛЕЯЩИЕСЯ ПАНЕЛИ В РУЛОНЕ»
- «САМОКЛЕЯЩИЕСЯ 3D ПАНЕЛИ МОЗАИКА»
- Фартуки
- Фартуки Термо (2м)
- Фартуки Термо (3м)
- Фартуки ABC (2м)
- Фартуки ABC (3м)
- Интерьерный профиль
- Бордюры
- 15*5*2400
- 30*14*2400
- 50*11*2400
- 60*20*2400
- 100*7*2400
- 40*7*2400
- Карниз
- 60*50*80*2400
- Углы
- 20*20*2400
- 30*30*2400
- Бордюры
- Отзывы
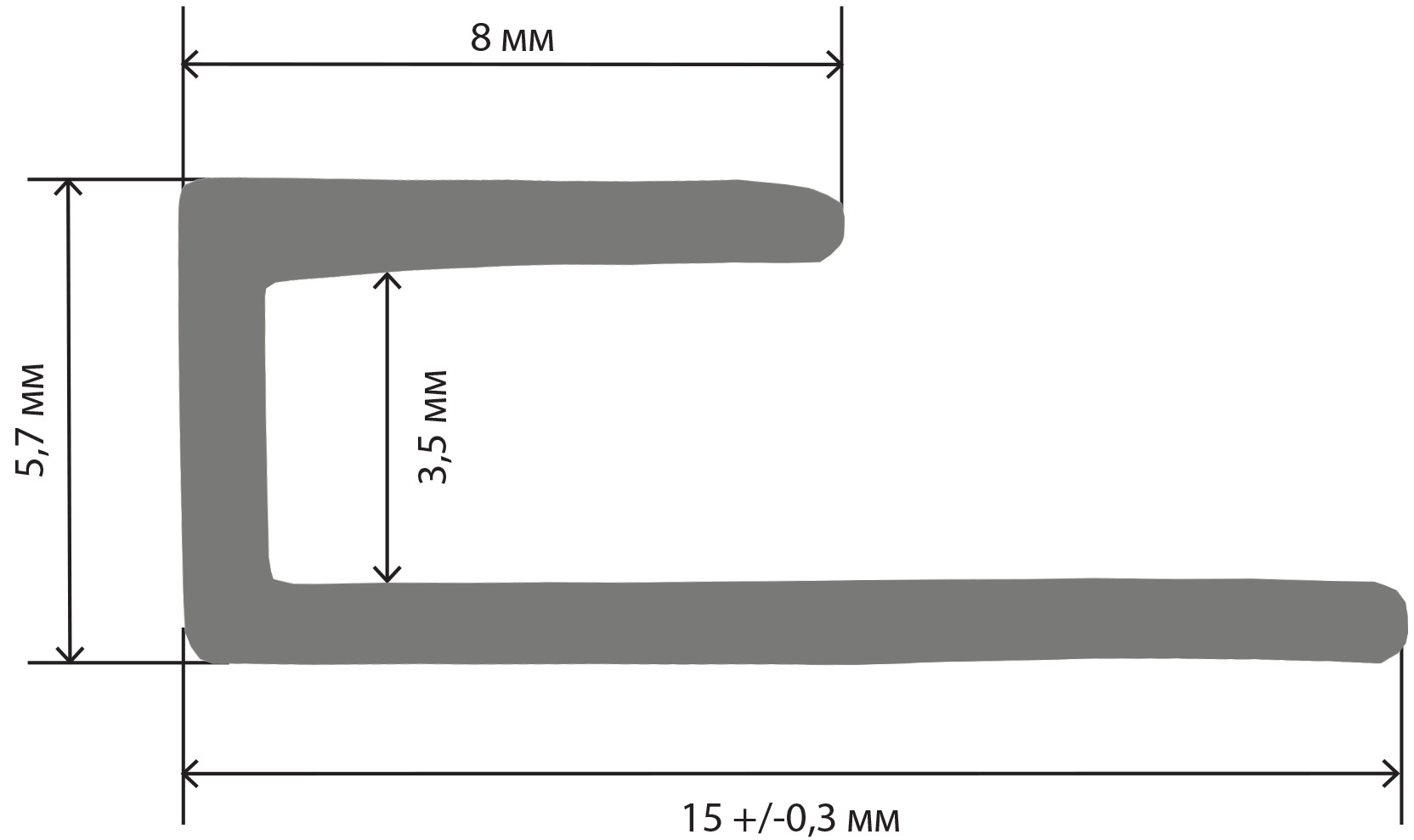
Характеристики
Габариты
| Длина(см) | 300.0 см |
| Ширина(см) | 2.5 см |
| Высота(см) | 0.4 см |
Вы смотрели
Оформить заказ
Корзина
0
0 р.
Сравнить
0
Старт П-профиль армированный ПВХ
Видео производство
 youtube.com/embed/HSXB1-cNUS8?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/HSXB1-cNUS8?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»>
Фурнитура из ПВХ
Усиленный ПВХ-профиль Starter P |
Компания «Арткомплект» производит стартовый П-армированный профиль ПВХ , который используется для монтажа откосов при монтаже металлопластиковых окон. Стартовый П-профиль обеспечивает примыкание наклонной панели к оконной раме пластикового окна. Стартовый П-профиль изготовлен из высококачественного сырья ПВХ с добавлением специальных добавок, придающих ему уникальные свойства. Входной профиль ПВХ производства компании «Арткомплект» это в первую очередь мощность . Обладая высокой механической прочностью и эластичностью, он не ломается при монтаже и не теряет форму, что обеспечивает качественный монтаж с ровными швами наклонной панели и оконной рамы. Наряду с повышенной механической прочностью стартовый профиль П-ПВХ имеет повышенную морозостойкость , что обеспечивает эластичность материала при более низких температурах и позволяет производить качественный монтаж в холодное время года. Помимо исполнения стартового П-профиля ПВХ от «Арткомплект» имеет специальную направляющую , позволяющую держателю своим винтом прикрутить к раме идеально отцентрованный П-профиль. В отличие от продукции других производителей, не имеющей такой направляющей, наш стартовый П-профиль позволяет значительно ускорить процесс монтажа, при этом повысить качество работы и снизить процент брака. При отсутствии направляющего винта может быть закручен нецентральный П-профиль и его маленькая шляпка может деформировать его, что приводит либо к замене винта, либо, если брака не было замечено, приводит к нежелательному выпячиванию начального П-профиля панель. Производимый нашей компанией стартовый профиль U-PVC имеет чистый белый цвет с даже умеренным блеском. Наши специалисты тчательно следят за качеством продукции. Постоянный контроль рецептуры позволяет выпускать профили П-ПВХ одинакового цвета, формы и исполнения независимо от партии. Начальные размеры Профиль П-ПВХ Для получения более подробной информации о характеристиках заказа или пробной партии стартового профиля У-ПВХ обращайтесь к нашим менеджерам. | |||||||||||||||


Какие бывают ошибки при запуске производства профилей из ПВХ, как их исправить?
1. Производственный процесс U-PVC
На китайском рынке популярен конический двухшнековый экструдер для пластика.
2. Настройка типовых параметров (ниже приведены типичные настройки параллельного двухшнекового экструдера φ75 компании KraussMaffei для производства профилей BR60 с одной полостью)
3. Подготовка к запуску
3.
 1 Подготовка
1 Подготовка
оставить их созреть в течение 24 часов после смешивания, снять статическое электричество и отправить их в бункер.
3.2 Установка и осмотр пресс-формы
3.3 Стартовый нагрев и постоянная температура Сначала выполняется первый этап нагрева цилиндра экструдера. Температура обычно устанавливается на 130 ℃. После того, как температура достигнет постоянной температуры в течение 20 минут, отрегулируйте температуру цилиндра до нормальной температуры экструзии и продолжайте повышать температуру; температура матрицы обычно устанавливается равной 195°C. Когда температура головки поднимется до 145°C, дважды затяните головку и продолжайте нагревать. Когда температура цилиндра и температура головки достигают заданной температуры, поддерживайте температуру в течение примерно 10 минут, а затем запустите экструдер.
3.4 Запуск экструзионной тяги и формообразования
4. Общие проблемы и методы устранения неполадок
4.1 Прилипание внутренних ребер к внешней стенке
(1) При запуске машины прокол и сдувание заготовки не на месте , а прокол и дефляция продолжаются.

(2) Снизить температуру процесса, тем самым снизив температуру расплава и вязкость, а также улучшить охлаждающий эффект внутренних ребер и повысить их прочность.
(3) Проверить разумность расстояния между внутренним ребром и наружной стенкой.
(4) Проверить рациональность конструкции градиента между формовочной формой и формовочным блоком.
4.2 Неравномерная разгрузка
Неравномерная разгрузка может легко привести к изгибу профиля, несоответствующей толщине стенки, чрезмерному весу счетчика, несоответствующему размеру внутренней полости и т. д. С точки зрения настройки пресс-формы решение обычно таково:
(1) Проверить равномерность полости плоского участка штампа и зазора между штампоформирующей пластиной и предварительно отформованной пластиной. Разница в зазорах не более 0,03 мм.
(2) Проверьте, нет ли мертвых углов, ступеней или пасты в направляющей, и проверьте, отполирована ли полость до зеркального блеска (Ra ≤0,02 мм).
(3) Проверьте правильность центрального положения отводного конуса матрицы.
(4) Чтобы отрегулировать локальную скорость нагнетания головки, можно использовать два различных метода в секции сжатия и секции установившегося потока (опорная плита): «блокирующий поток» или «сливной поток» (без изменения зазора между прямой участок матрицы). Для области, где материал выгружается быстро, может быть установлена перегородка или полость может быть инкрустирована и заварена тем же материалом, что и корпус пресс-формы, для достижения цели «ограничения тока»; для области, где материал идет медленно, можно использовать частичное удлинение. Такие меры, как сжатие длины секции (т. е. сокращение длины прямого участка), увеличение размера полости секции отвода или регулировка угла отвода конус для достижения цели «слива».
(5) Незначительную неравномерность выгрузки можно решить, отрегулировав температуру пресс-формы. Для областей с медленным сливом увеличьте температуру нагревательной плиты, соответствующую поверхности формы; для областей с быстрой разгрузкой уменьшите температуру нагревательной плиты, соответствующую поверхности формы.

4.3 На поверхности профиля имеются следы усадки
Усадки на поверхности профиля обычно образуются на стенке, соответствующей внутреннему ребру, малой бобышке или Т-образному пересечению две стены, как показано на рисунке 2, на 1, 2, 3, 4 и 5 видимой поверхности A.
Ниже приведены причины и способы устранения следов усадки:
(1) Причина: существует разница скоростей между внутренним ребром и внешней стенкой, и скорость экструзии внутреннего ребра отстает от внешней стенки.
Решение: При ремонте пресс-формы увеличить запас внутренних ребер и скруглить углы сердечника на пересечении внутренних ребер и внешней стенки (R 0,3 ~ 1) для устранения эффекта застоя острий.
(2) Причина: Толщина внутренних ребер слишком велика (толщина внутренних ребер составляет около 60% наружной стенки), что приводит к недостаточному охлаждению и «постусадке» с образованием следов усадки.
Решение: Уменьшить расход внутренних ребер за счет уменьшения площади поперечного сечения внутренних ребер, снижения температуры расплава и скорости потока на внутренних ребрах, а также повысить охлаждающую способность формовочной системы или снизить скорость тяги.

(3) Причина: сила вакуумной адсорбции слабая, а система формования плохо герметизирована.
Решение: ①Установите отверстие для вакуумной адсорбции в соответствующей части метки усадки; ②Установите уплотнительную ленту или уплотнение для впрыска воды между каждой секцией формовочной формы, чтобы улучшить способность вакуумного формования.
(4) Причина: Полость подачи сердечника и канавка не отшлифованы на месте, что приводит к отставанию внутренних ребер или небольших выступов.
Решение: Отполируйте соответствующие детали до требуемой зеркальной поверхности.
(5) Причина: больше внутренних ребер.
Решение: При проектировании поперечного сечения спроектируйте канавки на деталях, легко поддающихся усадке, чтобы скрыть следы усадки, например, канавки на дверных панелях.
4.4 На поверхности профиля имеются светлые линии и темные полосы (линии)
(1) Внутренние ребра отделяются слишком медленно, чтобы образовалась темная полоса.
Решение: отремонтируйте резьбонарезную головку так, чтобы внутренний выпуск ребер и большая поверхность сходились; отремонтировать галтель на стыке внутреннего ребра и большой поверхности стержневой вставки кристаллизатора примерно до R 0,5; в установочной форме лицом к внутреннему ребру Положение увеличивает степень вакуума.
(2) Внутренние ребра разряжаются слишком быстро, образуя яркие полосы. .
Решение: отремонтируйте резьбонарезную головку так, чтобы внутренний ребристый выпуск и большая поверхность сходились; уменьшить вакуум на соответствующем внутреннем ребре формовочного штампа.
(3) Неправильная настройка системы вакуумной адсорбции.
Решение: уменьшите диаметр вентиляционного отверстия или отодвиньте вентиляционное отверстие от профиля. Установите сильное вакуумное и сильное охлаждающее устройство на входе в формовочную форму, например, добавьте охлаждающую пластину, вырезайте резервуар для воды специальной формы для подачи воды и т.
