Сколько сохнет холодная сварка? Время застывания и нюансы применения
Под названием «холодная сварка» понимают различные композитные клеевые составы, объединённые общим способом соединения материалов. Принцип действия основывается на придании пластичности верхним слоям соединяемых деталей, что приводит к проникновению в них молекул клеящего вещества.
Содержание
- 1 Состав средства
- 2 Область применения
- 3 Сколько сохнет холодная сварка
- 4 Что влияет на процесс засыхания
- 5 Нюансы применения
Состав средства
Обычно состав состоит из двух компонентов, которые необходимо смешать непосредственно перед применением. После этого смесь наносится на склеиваемые поверхности, которые затем с силой прижимаются друг к другу на определённое время.
Адгезивным компонентом чаще всего выступает эпоксидная смола, а наполнителем может быть, к примеру, металлический порошок, который придаст прочность и термостойкость шву. Также некоторые производители добавляют в состав различные присадки, тем или иным способом улучшающие эффективность клея.
Примерная стоимость холодной сварки на Яндекс.маркет
Несмотря на то что процесс не требует ни нагрева, ни воздействия электричеством, соединение получается достаточно прочным, чтобы выдерживать как довольно большие нагрузки, так и вибрацию.
Область применения
Эта разновидность клея используется для склеивания самых разных материалов, таких, как металл, пластик, линолеум и даже бетон. Существуют специальные виды холодной сварки, предназначенные для одного типа материалов.
В быту часто используют универсальную разновидность, которая, с одной стороны, работает с любыми материалами, но с другой, обладает меньшей эффективностью, чем узкоспециальная.
Сколько сохнет холодная сварка
Застывание холодной сварки происходит в два этапа:
- Первичное застывание. Этот процесс начинается сразу после смешивания компонентов клея и длится около пяти минут. За это время необходимо нанести состав на рабочие поверхности и совместить их, жёстко закрепив.
 Загустев, состав теряет свои свойства, поэтому лучше рассчитать его количество так, чтобы израсходовать весь.
Загустев, состав теряет свои свойства, поэтому лучше рассчитать его количество так, чтобы израсходовать весь. - Высыхание. Это собственно процесс окончательного соединения деталей. У разных производителей заявлена разная длительность высыхания, но лучше всего выдержать сутки, прежде чем начинать пользоваться склеенным предметом.
 Загустев, состав теряет свои свойства, поэтому лучше рассчитать его количество так, чтобы израсходовать весь.
Загустев, состав теряет свои свойства, поэтому лучше рассчитать его количество так, чтобы израсходовать весь.Что влияет на процесс засыхания
Для достижения лучшего результата перед использованием холодной сварки нужно прочесть предоставленную производителем инструкцию. В ней перечисляются те параметры, на которые следует обратить особое внимание:
- материалы, с которыми работает этот конкретный состав;
- время первичного застывания;
- время засыхания;
- температура окружающей среды, наиболее подходящая для склеивания;
- возможность склеивать влажные поверхности.
Детали перед склеиванием должны быть подвергнуты тщательной подготовке.
 Склеиваемые поверхности нужно зачистить наждачной бумагой, чтобы удалить ржавчину и придать им шершавость, которая поспособствует размягчению верхних слоёв и лучшему проникновению клеящего вещества. Кроме того, если материал это позволяет, поверхности нужно обезжирить растворителем.
Склеиваемые поверхности нужно зачистить наждачной бумагой, чтобы удалить ржавчину и придать им шершавость, которая поспособствует размягчению верхних слоёв и лучшему проникновению клеящего вещества. Кроме того, если материал это позволяет, поверхности нужно обезжирить растворителем.Температура в рабочем помещении для разных составов может быть разной, но в основном варьируется в пределах от 16 до 22 °С.
Если инструкцией предусматривается склеивание мокрых поверхностей, то речь идёт о применении в условиях, когда добиться сухих поверхностей невозможно. Однако соединение влажных деталей в любом случае будет не настолько прочным, поэтому, если есть возможность, детали всё равно следует избавить от влаги.
Нюансы применения
Холодную сварку нельзя считать полноценной заменой классической сварки. Поэтому её нельзя использовать для ремонта конструкций, подвергающихся высоким нагрузкам или воздействию экстремальных температур.
Благодаря высокой адгезии, помимо соединения деталей, холодную сварку используют в качестве шпатлёвки — то есть для лечения сколов и глубоких царапин на гладких поверхностях.
 Для этого впадина заполняется составом, а после полного высыхания обрабатывается мелкой шкуркой. При необходимости готовое изделие окрашивается в нужный цвет.
Для этого впадина заполняется составом, а после полного высыхания обрабатывается мелкой шкуркой. При необходимости готовое изделие окрашивается в нужный цвет.Так как клей двухкомпонентный, необходимо добиться нужной пропорции ингредиентов — так состав будет действовать более эффективно. Часто холодная сварка выпускается в виде цилиндрической «колбаски», в которой один компонент находится внутри другого — в таком случае отрезать нужное количество состава следует строго перпендикулярно.
При соединении металлических деталей лучшим выбором будет такой состав, в котором в качестве наполнителя используется порошок того же металла, из которого изготовлены детали.
Эпоксидный клей-пластилин холодная сварка на основе полиэпоксидной смолы и отвердителя
8 (800) 333-15-79
+7 (812) 244-72-72
+7 (812) 677-17-27
+7 (495) 966-64-95
Главная»Универсальные клеи «Контакт»» Эпоксидный пластилин холодная сварка
В настоящее время не поставляется.
Взамен Вы можете заказать и купить клеи «Сила».
Эпоксидный клей-пластилин «КОНТАКТ» холодная сварка разработан специально для ремонта и восстановления изделий из металлов и их сплавов. Эпоксидный клей-пластилин «КОНТАКТ» холодная сварка — золотой призер 8-го международной специализированной выставки «Бытхимэкспо».
Особенности:
- Двухкомпонентные композиции на основе полиэпоксидной смолы и отвердителя.
- Восстанавливает форму изделия, заполняет пустоты и герметизирует соединения.
- Устойчив к воздействию воды, масел, растворителей, не изменяет своих свойств со временем.
- После полного отверждения состава склеенное изделие можно подвергать механической обработке.
- Склеенные изделия можно эксплуатировать при температуре от -40°С до +150°С.
- Клей легко смешивается руками, компоненты подобраны в необходимой дозировке.
- Пластилин продается готовым к применению.
Состав:
эпоксидная смола, отвердитель (полимеркаптан), модифицирующие добавки.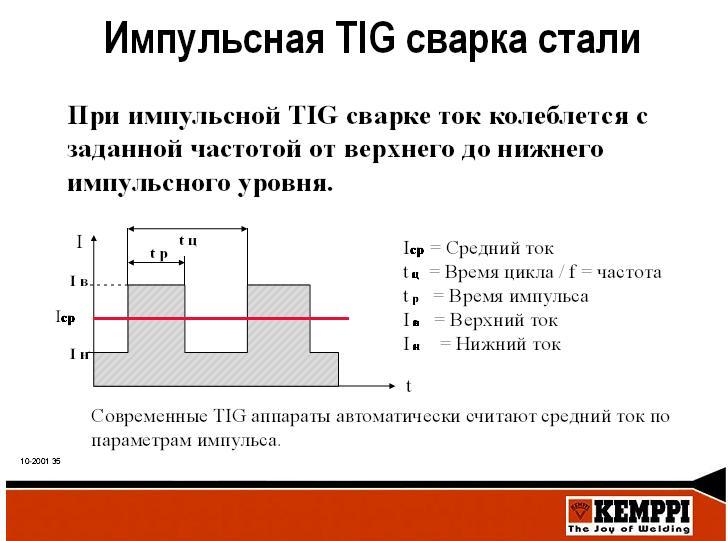
Склеиваемые материалы:
металлы и их сплавы, стекло, стекловолокно, дерево, фарфор, фаянс, камень, бетон, жесткий поливинилхлорид, другие пластики. Не предназначен для работы с полиэтиленом, полипропиленом, тефлоном.
Способ применения:
- Ровно отрежьте необходимое количество состава.
Внимание! Не отламывайте состав руками: это может привести к неправильной
дозировке компонентов и впоследствии к неудачному склеиванию. - Разомните и перемешайте состав мокрыми руками или с использованием
защитных перчаток до получения массы однородного цвета в течение 1–2 минут. - Нанесите приготовленную массу на реставрируемые или склеиваемые поверхности,
соедините, придайте нужную форму и надежно зафиксируйте на 3–5 минут.
При ремонте под водой необходимо прижимать и приглаживать состав до остановки течи.
Рекомендации:
- Если клей хрупок или недостаточно пластичен, нагрейте состав,
ненадолго положив его в горячую воду или на батарею.
Удалите влагу, жир и другие загрязнения со склеиваемых поверхностей. - Для достижения большей прочности при склеивании изделий из
нержавеющей стали, бронзы или других материалов с очень гладкими
поверхностями обработайте их наждачной бумагой или другим
механическим способом для придания шероховатости. - Время жизнеспособности смеси составляет 3–5 минут, т.е. использовать
приготовленный состав (наносить, корректировать положение деталей,
придавать нужную форму) можно в течение 3–5 минут. - Спустя 60 минут склеенное изделие можно подвергать механической обработке:
сверлить, обтачивать, зачищать, а также красить. Клеевой шов устойчив
к воздействию воды, масел и растворителей. - Склеенные изделия можно эксплуатировать при температуре от –40°С до +150°С.

Меры предосторожности:
Беречь от детей и домашних животных!
Избегайте попадания клея на кожу и глаза.
При попадании клея в глаза тщательно промойте их водой,
немедленно обратитесь к врачу.
Клей, попавший на кожу, можно удалить теплой водой с мылом.
Если на коже возникло раздражение, которое не проходит
длительное время, обратитесь к врачу.
Не применять для склеивания изделий, контактирующих с пищей.
Фасовка:
50 грамм
Что такое холодная сварка? (Преимущества, недостатки и области применения)
Холодная сварка, или контактная сварка, представляет собой процесс сварки в твердом состоянии, который требует небольшого количества тепла или плавления для соединения двух или более металлов вместе или вообще не требует их. Вместо этого энергия, используемая для создания сварного шва, имеет форму давления. Во время процесса холодной сварки, в отличие от процессов сварки плавлением, в соединении нет жидкой или расплавленной фазы, что можно наблюдать при других методах, включая дуговую сварку, сварку трением или лазерную сварку.
Также известный как холодная сварка давлением, этот процесс соединения металлов без нагревания был впервые признан в 1940-х годах, хотя история холодной сварки уходит далеко в прошлое. Широко используемый для соединения проводов, а также для соединения двух металлов в космосе, этот процесс нашел широкое применение в различных отраслях промышленности.
Широко используемый для соединения проводов, а также для соединения двух металлов в космосе, этот процесс нашел широкое применение в различных отраслях промышленности.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Как это работает?
- История
- Преимущества
- Недостатки
- приложений
- Часто задаваемые вопросы
- Заключение
Прежде чем холодная сварка сможет соединить два или более металлов вместе, необходимо удалить оксидные слои с поверхностей материалов. Большинство металлов (при нормальных условиях) имеют на поверхности оксидный слой, который образует барьер, препятствующий связыванию атомов металла. Как только этот оксидный слой удален, металлы могут быть спрессованы вместе под высоким давлением для создания металлургических связей. Оксидный слой можно удалить проволочной щеткой, обезжириванием или другими химическими или механическими методами.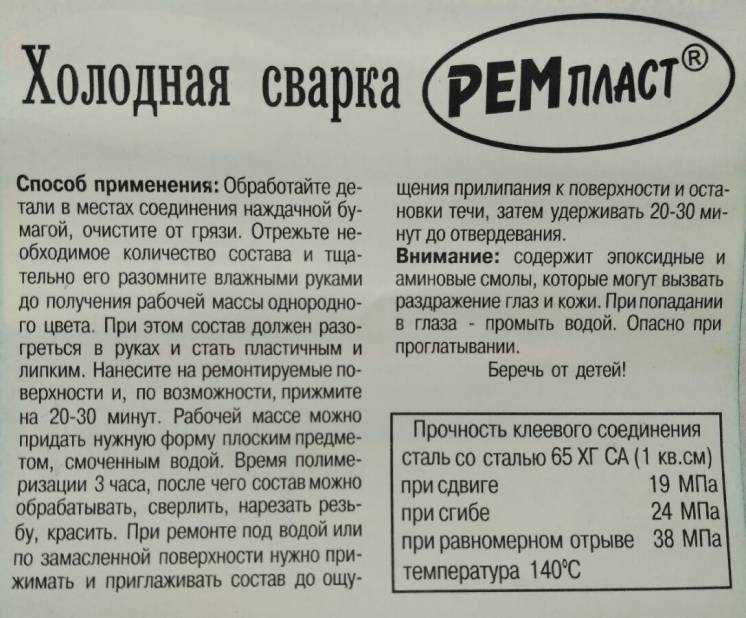
После очистки металлы можно спрессовывать, но материалы должны быть пластичными и не подвергаться сильному затвердеванию. В результате для холодной сварки часто предпочитают более мягкие металлы.
Процесс холодной сварки вызывал механические проблемы в ранних спутниках и других космических аппаратах, поскольку этот процесс не исключает относительного движения между соединяемыми поверхностями. Это означает, что адгезия, истирание и прилипание могут накладываться друг на друга, так что, например, холодная сварка и истирание могут происходить одновременно. Однако, с положительной стороны, возможность сплавлять металлы без жидкой или расплавленной фазы позволяет астронавтам быстро и эффективно работать вне космического корабля для выполнения любых необходимых ремонтных работ.
Холодная сварка также может выполняться в наномасштабе, при этом демонстрации показывают, что монокристаллические ультратонкие нанопровода из золота (диаметром менее 10 нм) могут быть соединены в течение нескольких секунд посредством механического контакта. Было показано, что результаты почти идеальны, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная часть нанопроволоки. Такая высококачественная сварка достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления. Наноразмерная холодная сварка была продемонстрирована для соединения золота с серебром и серебра с серебром.
Было показано, что результаты почти идеальны, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная часть нанопроволоки. Такая высококачественная сварка достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления. Наноразмерная холодная сварка была продемонстрирована для соединения золота с серебром и серебра с серебром.
Объясняя, как работает холодная сварка, Ричард Фейнман отметил в своих «Фейнмановских лекциях», что «причина такого неожиданного поведения заключается в том, что, когда соприкасающиеся атомы все одного и того же типа, атомы не могут «знать ‘, что они находятся в разных кусках меди. Когда есть другие атомы, в оксидах и жирах, а также в более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся на одной и той же части».
Холодная сварка впервые была признана явлением в 1940-х годов, но история методов холодной сварки уходит далеко в прошлое.
Археологи нашли инструменты бронзового века, которые соединялись с помощью холодной сварки, но первый научный эксперимент по этому методу не проводился до 1724 года, когда преподобный Джон Теофил Дезагюлье использовал два свинцовых шарика, чтобы проверить концепцию, скрепив их вместе и скрутив их в в этот момент он заметил, что они слиплись. Дальнейшие испытания показали, что образовавшаяся связь имеет ту же прочность, что и основной металл.
Холодная сварка имеет ряд преимуществ по сравнению с другими методами сварки, в том числе:
1. Без ЗТВ
Холодная сварка не создает зоны термического влияния (ЗТВ), что значительно снижает риск негативных химических или механических изменений в основные материалы соединяются.
2. Прочные, чистые сварные швы
Холодная сварка может обеспечить чистые сварные швы, прочность которых не меньше прочности самого слабого из исходных материалов. Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений в месте соединения.
3. Соединение разнородных материалов
Разнородные металлы, которые трудно соединить другими методами, например алюминий и медь, можно соединить с помощью холодной сварки.
4. Сварка алюминия
Холодная сварка показывает свои преимущества не только при соединении меди с алюминием, поскольку этот метод также может использоваться для сварки алюминия серий 2xxx и 7xxx, что невозможно при использовании любого другого метода сварки металлов. .
Несмотря на то, что холодная сварка имеет ряд заметных преимуществ, у этой технологии также есть ограничения. Эти недостатки затрудняют рассмотрение холодной сварки в качестве основного метода соединения в большинстве случаев. Однако, как показано выше, в некоторых случаях холодная сварка все же может быть полезной. К проблемам и задачам холодной сварки относятся:
1. Чистота
Основная проблема с холодной сваркой заключается в том, что материалы должны быть чистыми и не содержать оксидов для получения удовлетворительного сварного шва. Это может быть труднодостижимым, а также дорогим и сложным в управлении в среде с большими объемами производства.
Это может быть труднодостижимым, а также дорогим и сложным в управлении в среде с большими объемами производства.
2. Типы материалов
Существуют ограничения на типы материалов, которые можно сваривать вместе холодной сваркой, поскольку металлы должны быть пластичными и не должны подвергаться процессам жесткой закалки. Кроме того, металлы, содержащие углерод в любой форме, не могут быть соединены с помощью этого метода.
3. Форма материала
Неровности на металлических поверхностях могут затруднить их соединение, даже если были предприняты все остальные шаги. Холодная сварка требует, чтобы материалы имели правильную форму и не имели неровностей на поверхности. Самые прочные холодные сварные швы получаются с плоскими, ровными поверхностями.
При всех проблемах, связанных с этой технологией, холодная сварка имеет целый ряд различных применений в различных отраслях промышленности.
Чаще всего этот метод применяется для сварки проволоки, где тепловая энергия может быть проблемой. Холодная сварка может обеспечить быстрое и прочное соединение проводов и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, серебряными сплавами и цинком.
Холодная сварка может обеспечить быстрое и прочное соединение проводов и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, серебряными сплавами и цинком.
Холодная сварка также подходит для соединения разнородных металлов, которые в противном случае было бы трудно эффективно сварить. Особенно полезен для соединения меди и алюминия, этот метод также может соединять вместе материалы серий 2xxx и 7xxx.
Холодная сварка, используемая в таких отраслях, как аэрокосмическая и автомобильная, часто используется для создания стыковых или нахлесточных соединений.
Какие металлы можно сваривать холодным способом?
Металл, подлежащий холодной сварке, должен быть пластичным, но этот метод обычно используется для соединения алюминия (включая несвариваемые марки, такие как серия 7XXX), латунных сплавов 70/30, меди, цинка, сплавов серебра и серебра, никеля и золота, особенно в виде проводов.
Холодная сварка также может использоваться для соединения металлов, таких как нержавеющая сталь, под большим давлением.
Металлы, содержащие углерод, не могут подвергаться холодной сварке.
Надежна ли холодная сварка?
Холодная сварка может обеспечить такое же прочное соединение, как и сами основные материалы, если условия правильные. Как было сказано выше, это означает, что металлы должны быть пластичными, очищенными от окислов на поверхности и в идеале правильной формы. Материалы не могут быть сильно закалены или содержать углерод.
Несмотря на эти факторы, холодная сварка позволяет создавать самые прочные швы.
Является ли холодная сварка постоянной?
Холодная сварка позволяет создавать неразъемные сварные швы при определенных условиях. Если все сделано правильно, соединение может быть изменено только с повреждением заготовок. Однако, если холодная сварка не выполняется в правильных условиях, соединения могут выйти из строя.
Холодная сварка — это уникальная технология соединения, позволяющая создавать очень прочные соединения без использования тепла. Он использовался с бронзового века, но по-настоящему стал пониматься с научной точки зрения только в 16 веке.
Он использовался с бронзового века, но по-настоящему стал пониматься с научной точки зрения только в 16 веке.
Несмотря на то, что с холодной сваркой возникают проблемы, при правильном выполнении она может соединять разнородные материалы и даже некоторые «несвариваемые» сорта алюминия. Холодная сварка, обычно используемая для соединения проводов, также находит применение в таких отраслях, как аэрокосмическая и автомобильная.
Связанные часто задаваемые вопросы (FAQ)
Что это такое? Как это работает
Холодная сварка соединяет металл практически без тепла. Это один из самых интересных методов сварки, и многие металлы можно сваривать холодным способом благодаря законам физики и нашему пониманию материаловедения.
В этой статье вы узнаете, что такое холодная сварка, как она работает и какие металлы можно сваривать холодным способом.
Что такое холодная сварка?
Процесс холодной сварки не требует подвода тепла для соединения металлических деталей. Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, применяется в виде давления. В отличие от сварки плавлением, такой как дуговая сварка и сварка трением, холодная сварка не имеет фазы расплавленного или жидкого металла, поэтому ее называют холодной сваркой.
Приложенное давление сближает поверхности деталей как можно ближе. После сжатия наноразмерное расстояние становится неважным, и атомы металла перескакивают с одного куска на другой. Это приводит к почти идеальному соединению практически без последствий, и два отдельных куска металла становятся однородной массой.
Но для этого нужно идеально очистить металлические поверхности. Каждый металл имеет оксидные слои, которые необходимо удалить перед попыткой холодной сварки. Но об этом мы поговорим далее в статье более подробно, но сначала давайте рассмотрим некоторые плюсы и минусы этого процесса.
Pros
- Идеальный процесс для сварки алюминия, особенно соединения алюминия с медью, двух металлов, которые являются сложной задачей при использовании других способов сварки
- Устраняет большинство проблем в зоне термического влияния (ЗТВ), поскольку отсутствует концентрированное тепло и, следовательно, ЗТВ от сварочной дуги
- Обеспечивает почти идеальное сварное соединение без хрупких интерметаллических соединений, микротрещин и других дефектов соединения
- Способен соединять широкий спектр разнородных металлов, которые трудно сварить другим способом
- Снижает требуемые навыки, необходимые для сварки экзотических металлов
Минусы
- Поверхность должна быть тщательно очищена; может потребоваться несколько этапов очистки и подготовки металла
- Неровности поверхности, загрязнения и наноразмерные молекулярные структуры могут мешать получению результатов
- Трудно достичь в промышленных условиях из-за пыли и других частиц в воздухе
- Углеродистая сталь и закаленные металлы не подлежат холодной сварке, работают только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т. д.
- Неправильные формы плохо поддаются холодной сварке, и наилучшие результаты достигаются с плоскими поверхностями
 д.
д.Для чего используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, в том числе в аэрокосмической, автомобильной, электронной и производственной.
Чаще всего используется при сварке проводов, особенно из разнородных металлов. Холодная сварка также идеальна при прокладке подземных проводов, когда существует опасность возгорания горючих газов в процессе сварки, вызывающей тепло.
Кроме того, его часто используют для герметизации емкостей, чувствительных к теплу, например, контейнеров со взрывчаткой.
Как правило, холодная сварка используется, когда высокая температура может вызвать слишком большие повреждения или представлять опасность.
Как работает холодная сварка
Процесс холодной сварки до приложения давления
Холодная сварка соединяет металл при температуре окружающей среды без нагрева или прохождения электрического тока в соединении. Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Перед холодной сваркой необходимо удалить оксидные слои с обоих металлов. Каждый металл образует оксиды на поверхности, что делает внутренний, чистый металл недоступным. Вот почему, например, сжатие двух неочищенных, окисленных медных деталей не даст сварного шва.
Цитируя известного физика Ричарда Фейнмана:
«Причина такого неожиданного поведения в том, что когда соприкасающиеся атомы все одного и того же вида, атомы не могут «знать», что они находятся в контакте. разные куски меди. Когда есть другие атомы, в оксидах и жирах и более сложных тонких поверхностных слоях загрязнителей между ними, атомы «знают», когда они не находятся на одной и той же части».
Итак, когда мы очистим поверхность металла и приложим достаточное давление, металлы образуют однородную металлургическую связь. Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Но для этого требуется исключительная чистота и отсутствие неровностей поверхности. В реальных приложениях такой уровень однородности достигается в основном при холодной сварке проволоки. Это связано с тем, что в процессе сварки холодной проволокой загрязнения удаляются практически с идеальной точностью.
Давление, прикладываемое к границе стыка, вызывает деформацию (осадку) и приводит к вспышке
Предварительные условия для холодной сварки
Основными обязательными условиями для холодной сварки являются первоначальная очистка поверхности металла и подготовка геометрии стыка. Плоские поверхности соединения работают лучше всего, поэтому рекомендуется сгладить любые неровности формы.
Оксидный слой и другие загрязнения можно удалить обезжириванием, проволочной щеткой или механическими и химическими методами. Жир и масло обычно присутствуют на поверхности металла и должны быть удалены перед чисткой проволочной щеткой. Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
После того, как вы очистите масло, вы можете приступить к удалению самого оксидного слоя. В зависимости от металла могут быть рекомендованы различные материалы щетины и типы щеток. Всегда полезно проверить спецификацию металла.
Надежна ли холодная сварка?
Холодный сварной шов будет таким же прочным, как основной металл, если правильно провести необходимую подготовку. Прочность соединения зависит от свойств металла. В отличие от других методов сварки, прочность соединения при холодной сварке не может превосходить первоначальную прочность металла.
Прочность соединения снижается, если соединяемые поверхности недостаточно очищены или имеют неправильную форму. Но для типичных применений холодной сварки, таких как соединение проволоки, добиться максимального сцепления несложно.
Возможные сварные соединения
Поскольку холодная сварка давлением лучше всего работает при большой контактной поверхности, лучше всего использовать соединения встык и внахлестку.
Сварка встык в основном используется при сварке проволоки и труб вместе. Это потому, что легко обрезать концы, получить чистый металл на контактной поверхности и прижать провода друг к другу.
При сварке встык расстояние между точками зажима и контактной поверхностью не должно быть слишком большим, так как мягкие металлы вместо соединения могут изгибаться вбок.
Холодное соединение внахлест немного сложно. Сжатие листового металла вместе уменьшит его толщину из-за приложенного давления. Таким образом, вы должны учитывать как минимум 50% потери толщины при подготовке вашего проекта. В противном случае готовая сварная деталь не будет соответствовать требованиям проекта.
Даже если сварка выполнена идеально, утончение детали может быть неприемлемо. Учитывайте пластичность и мягкость металла и сделайте несколько пробных сварных швов, чтобы определить результирующую толщину.
Аппараты для холодной сварки для соединения проводов
Аппараты для холодной сварки с ручным управлением для проволоки малого диаметра. Но большие диаметры требуют пневматического или электропневматического управления. Большинство этих машин являются портативными и могут работать с проволокой, стержнями и полосами.
С помощью пневмогидравлического усилителя портативный аппарат для холодной сварки создает экстремальное давление. Со стороны оператора находится «сварочная головка». Он расположен в верхней части машины и служит для установки сварочной матрицы, обеспечения стабильности и контроля приложенного давления.
После того, как матрица помещена и закреплена в кармане матрицы, по бокам подаются проволоки/стержни. Приложение давления заставляет матрицу захватывать провода рядом с конечными точками и плотно прижимать их друг к другу. В результате мельчайшие загрязнения, оставшиеся на поверхности поперечного сечения проводов, выдавливаются из их жил наружу. Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Давление применяется не менее четырех раз для удаления всех примесей. Этот процесс называется «принцип множественных нарушений». После того, как провода склеены, вы можете снять их с машины и удалить остатки вокруг места соединения.
Холодная сварка по сравнению с горячей сваркой
Методы горячей сварки включают электрическую дугу, внутреннее сопротивление или активное пламя для расплавления и сплавления металла. Холодная сварка лучше всего подходит для цветных металлов и специальных применений, в то время как горячая сварка имеет гораздо больше применений.
| Особенность | Холодная сварка | Горячая сварка |
|---|---|---|
| Требуется тепло | № | Да |
| Требуется электрическая дуга | № | Да |
| Сварка Все металлы | Цветные и не содержащие углерода | Да (несколько редких исключений) |
| Область применения | Лимитед | Намного шире |
Какие металлы можно сваривать холодным способом?
К металлам, пригодным для холодной сварки, относятся медь, алюминий, свинец, цинк, латунный сплав 70/30, никель, серебро, сплавы серебра, платина и золото. Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Холодная сварка углеродистой стали или любого другого металла, содержащего углерод, невозможна. Это сильно ограничивает применение холодной сварки, потому что углеродистая сталь является наиболее свариваемым металлом.
Холодная сварка лучше всего подходит для металлов с гранецентрированной кубической структурой атомов, которые не затвердевают быстро. Все металлы, которые быстро затвердевают при работе, имеют тенденцию к растрескиванию до того, как давление холодной сварки сможет создать соединение. Вот почему только высокопластичные металлы, описанные выше, могут подвергаться холодной сварке.
Различные виды холодной сварки
Не существует различных видов холодной сварки. Вместо этого есть три метода с одинаковыми названиями. Кратко рассмотрим эти процессы.
Холодный перенос металла
Холодный перенос металла (CMT) — это процесс сварки плавлением, в котором для создания соединения используется сварочная дуга. Его часто ошибочно называют «холодной сваркой», что вызывает путаницу. CMT — это процесс сварки MIG, который требует примерно на 90 % меньше тепловложения, чем обычный процесс сварки MIG.
Поскольку этот метод дуговой сварки настолько «холодный», он решает многие проблемы, такие как сам процесс холодной сварки. Тем не менее, вы не должны путать эти два.
В СМТ используется электрическая дуга, присадочная металлическая проволока, и мы можем использовать ее для металлов, где сварка холодным давлением невозможна. Но CMT полагается на точное втягивание присадочной проволоки при зажигании дуги для контроля подвода тепла.
Это может сделать только робот, и это неэкономично, если возможна холодная сварка давлением.
Холодная сварка ВИГ
Как и в случае CMT выше, холодная сварка ВИГ не имеет отношения к методу, описанному в этой статье.
Некоторые аппараты для сварки ВИГ имеют «холодную» настройку, которая существенно ограничивает подачу тепла. Это достигается путем приложения электрической дуги к крошечному пятну всего за долю секунды.
Температура минимальна, поскольку любое генерируемое тепло быстро рассеивается, особенно в случае металла с высокой проводимостью, такого как алюминий.
Это полезно при сварке очень тонких листов металла и проволоки. Но вы можете добиться чего-то подобного с любым продвинутым аппаратом для сварки TIG, используя настройки импульса.
Вы получите низкотемпературную сварку TIG, установив низкий импульсный ток и большую временную задержку между импульсами. Но низкой температуры иногда недостаточно, поэтому, когда возможна холодная сварка давлением, она улучшит соединение.
JB Weld
JB Weld — это торговая марка системы эпоксидного склеивания, используемой для металла, бетона, кирпича, стекловолокна и т. д. Хотя она называется «Оригинальной формулой холодной сварки», на самом деле она не создает сварка между металлами.
В отличие от процесса холодной сварки, здесь отсутствует межатомное притяжение, и два металла не сливаются в однородную массу.
JB Weld — хороший метод склеивания металла, но его нельзя сваривать. Продукт представляет собой двухкомпонентную эпоксидную смолу, основу и активатор. Когда вы смешаете и нанесете этот продукт на металлические детали, вы должны закрепить их зажимами и начать процесс отверждения.
Прочность соединения при растяжении составляет 5020 фунтов на квадратный дюйм, что обеспечивает более слабое соединение по сравнению с типичным стержневым электродом E6010 с давлением 60 000 фунтов на квадратный дюйм.
Это не заменит настоящего сварного шва, если вы не делаете мелкий ремонт по дому. Но некоторые люди путают его с процессом холодной сварки.
Краткая история холодной сварки
История холодной сварки началась в бронзовом веке, около 700 г. до н.э., но она была не такой сложной, как сегодня. Археологи раскопали множество инструментов и посуды того периода, которые были изготовлены с использованием примитивного процесса холодной сварки.