Печь для бани из металла своими руками: чертежи, фото, видео
Металлических печей для бани в продаже много, но хорошие стоят немалых денег. Если есть достаточный опыт сварки металла, можно изготовить печь самому, по своим размерам. О том, как сделать печь для бани из металла (листового), чертежи и фото — дальше.
Содержание статьи
- 1 Печь из металла для бани и сауны — в чем разница
- 2 Самодельные печи для русской бани
- 2.1 Каменка: какого размера и где
- 2.2 Чертежи самодельных банных печей из металла
- 3 Как сделать печь для сауны
- 3.1 Чертежи и схемы
Печь из металла для бани и сауны — в чем разница
Между режимами парения в бане и сауне есть существенная разница. В сауне температура воздуха очень высокая — от 85C и намного выше. При такой температуре влажность высокой быть просто не может — сразу получите ожог, а веник осыпется за пять минут. И она действительно небольшая, порядка 5-15%. В русской же парной температура держится в пределах 55-65°C, изредка поднимаясь до 70°C. При таких температурах влажность «нагоняют» большую — 50-60%.
При таких температурах влажность «нагоняют» большую — 50-60%.
Один из вариантов сварной печи для сауны
Для обеспечения таких разных задач требуются разные подходы для построения печи. В сауну требуется наибольшая площадь соприкосновения корпуса печи с окружающим воздухом и ускорение прохождения воздушных потоков вдоль стенок. Все подчинено задаче как можно скорее нагреть воздух в парилке. Каменка есть, но она небольшая, открытая, находится, как правило, над топкой. Камни в ней прогреваются максимум до 200-250°C, так как много тепла отдают окружающему воздуху. С такой каменки получить можно немного пара. Но в сауне много и не надо — один/два ковшика дадут 15% влажности. Больше просто не вытерпеть.
В русской парной задача другая — не перегреть помещение и добиться большого количества пара. Причем пар должен быть определенной кондиции — он должен состоять из очень мелких капелек. Его еще называют «сухим» и имеет он высокую температуру — порядка 130-150°C. При таком условии после парения в теле ощущается легкость и прилив сил.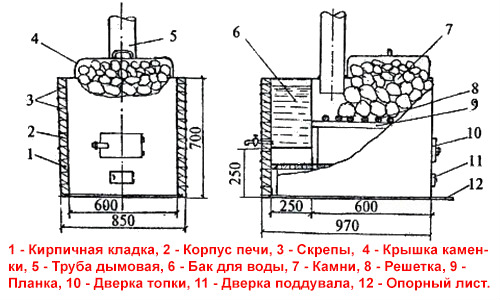 Такой пар получают только с раскаленных камней, температура которых не менее 500°C. Чтобы достичь ее камни «упаковывают» внутрь топки — в ней размещают ящик — закрытую каменку.
Такой пар получают только с раскаленных камней, температура которых не менее 500°C. Чтобы достичь ее камни «упаковывают» внутрь топки — в ней размещают ящик — закрытую каменку.
Тут каменка расположена внутри а сверху приделан бак
Как видите, есть солидные конструктивные отличия. Их надо иметь в виду.
Самодельные печи для русской бани
Что еще надо иметь ввиду при конструировании печи для режима русской парной? То, что имея нагретые металлические стенки удержать температуру в пределах требуемых 60-65°C нереально. Обязательно перетопите. При этом от стенок печи идет жесткое ИК излучение и рядом находится тяжело. Проблема решается двумя способами:
Еще стоит поговорить о швах. В самодельных печах из металла (в заводских, в принципе, тоже) часто прогорание начинается именно со швов. На производстве данную проблему обходят при помощи гнутых конструкций. В верхней части стараются швов вообще избежать. При изготовлении печи для бани своими руками вы вряд ли сможете согнуть лист металла толщиной 6-10 мм, так что остается только одно — делать швы как можно качественнее.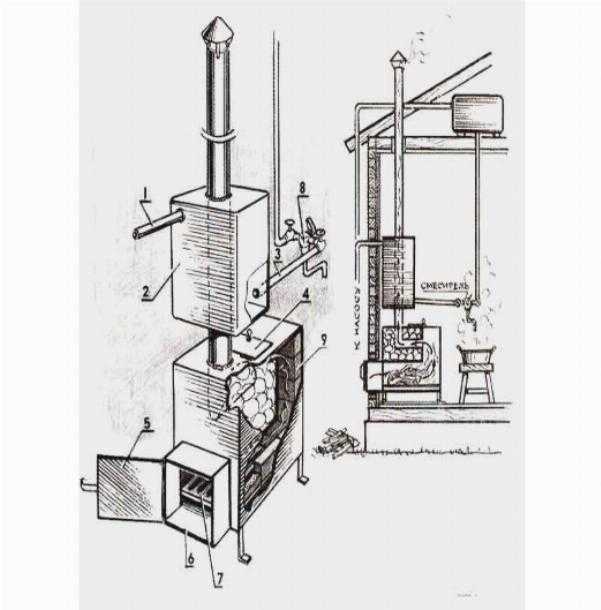
Каменка: какого размера и где
Необходимое количество камней зависит от объема парной (при условии, что утеплена баня нормально). В разных источниках есть разные рекомендации с большим или меньшим количеством — от 20 до 40 кг на 1 м3. В принципе, чем больше камней, тем легче получить требуемое количество пара, но при условии, что у печи хватит мощности их нагреть.
Проблема в том, что камни разной породы имеют разную плотность, и, следовательно, одна и та же масса занимает разный объем. В принципе, для средней парилки объемом 12-14 м3, размеры каменки примерно такие: 30*40*30 мм. Параметры можно немного изменять, делать шире/уже/выше — смотрите по конструктиву печи.
Каменка может быть разной формы и размера
Соотношение объема топки к объему каменки — сложный теплотехнический расчет, который даже не всякий теплотехник осилить в состоянии. Намного проще воспользоваться готовыми чертежами или экспериментально определенными пропорциями. Как минимум, объем «свободной» от каменки топки не должен быть меньше.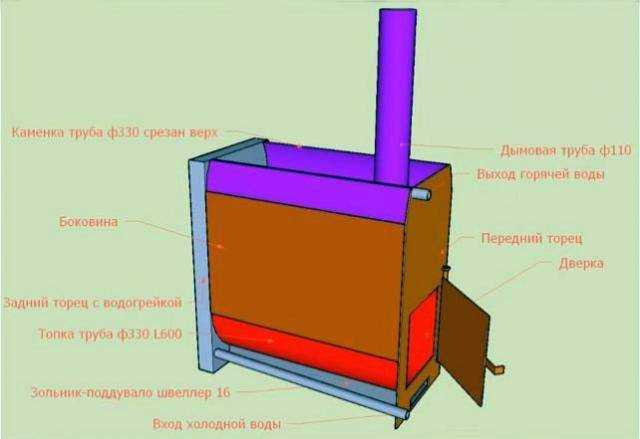 Лучше, если даже больше примерно на 30-50%.
Лучше, если даже больше примерно на 30-50%.
Немного о том, в какой части топки лучше всего располагать ящик для камней. Все давно пришли к выводу, что самая высокая температура — в верхней части и у задней стенки. Вот в этом месте и имеет смысл расположить емкость. Во-первых, часть термической нагрузки со свода топки снимется, а во-вторых, камни хорошо нагреются.
Не за бывайте об обслуживании каменки и о том, что туда каким-то образом должна попадать вода. Лючок для обслуживания надо располагать таким образом, чтобы вы могли без особых проблем достать рукой до самого дальнего края. А подачу воды вглубь каменки надо организовать так, чтобы не обжечься. Обычно вставляют трубку или систему трубок, которые расходятся по всей плоскости емкости для камней. Со стороны помещения эта трубка заканчивается воронкой. Трубку обкладывают камнями. При подаче в нее воды, она распределяется по поверхности каменки/камней и испаряется.
Чертежи самодельных банных печей из металла
Эта печь разработана для парной 2*3*2,3 м. Варилась из листового металла толщиной 3 мм.
Варилась из листового металла толщиной 3 мм.
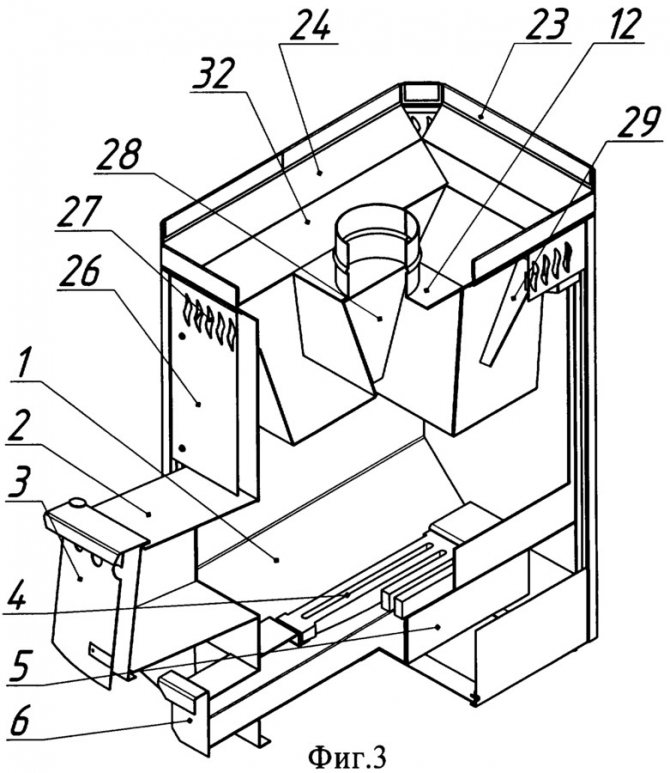
Печь из металла для бани с закрытой каменкой
Для активизации горения предусмотрено подключение дополнительного воздуховода, проложенного с улицы. Из других решений — ребра жесткости (уголки) приваренные к бокам топки в верхней части топки для того, чтобы при сильном нагреве металл не выгибало.
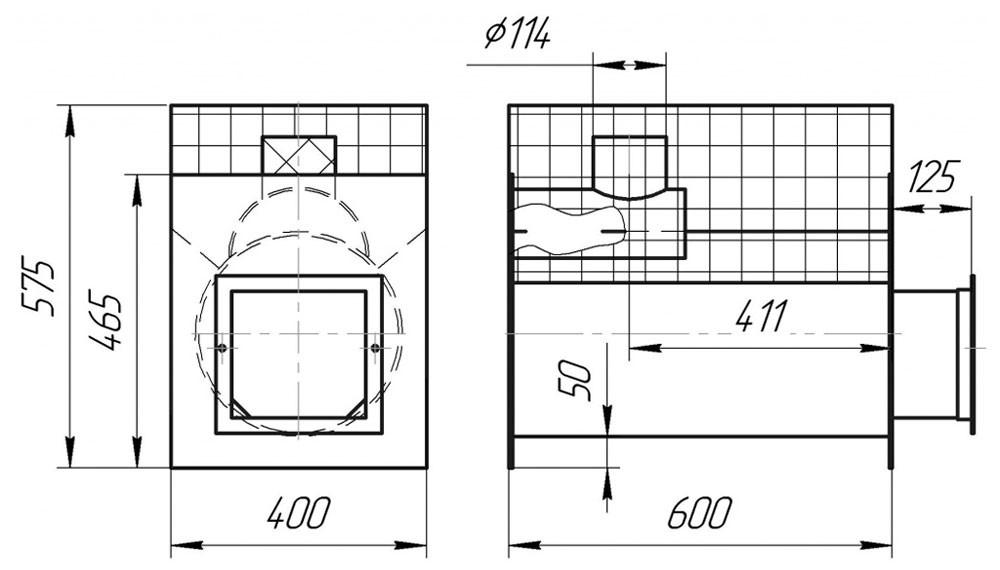
Следующая схема металлической печи для бани сделана с подачей воздуха в верхнюю часть топки. Это так называемые печи с дожиганием газов. На задней стене приварена пластина из металла. В щель между этой пластиной и задней стенкой топки при помощи трубок-воздуховодов подается воздух из-под колосников. Это нехитрое, вроде, устройство решает сразу две задачи. Во-первых, охлаждает заднюю стенку, снижая вероятность ее прогорания. Во-вторых, воздух подается в верхнюю часть разогретым. Там сосредоточены разогретые до высоких температур дымовые газы, большая часть которых горючая (до 80%). Когда эти газы смешиваются с подогретым воздухом, горючие вещества воспламеняются, температура в верхней части топки становится еще выше, камни нагреваются до более высоких температур. При этом (при использовании сухих дров) топлива требуется намного меньше. На этом принципе построены многие печи длительного горения, но в банных печах он стал использоваться недавно.
При этом (при использовании сухих дров) топлива требуется намного меньше. На этом принципе построены многие печи длительного горения, но в банных печах он стал использоваться недавно.
Печь с подачей вторичного воздуха
Примерно та же модель, но без дожига, выполнена в другом формате. Тут размеры не указаны, зато проще понять пропорции и расположение различных элементов.
Объемная модель самодельной печи-каменки из металла
В данном случае объем топки составляет около 130% от объема каменки. Нормальное соотношение. Дымоход смещен назад, что не всегда хорошо — могут возникнуть сложности при устройстве дымохода — он может упереться в потолочную балку — придется дымоход изгибать, что нежелательно. Так что насчет расположения трубы — подумайте.
Еще в среде любителей бани постоянно ведутся споры: бак для нагрева воды в парилке — это хорошо или плохо… Одни регулируют влажность открывая/закрывая крышку бака. Их такой вариант устраивает. Другие говорят, что этот пар «тяжелый», и выносят бак в моечное отделение, а воду в нем греют, встроив в топку теплообменник и соединив его с баком трубами.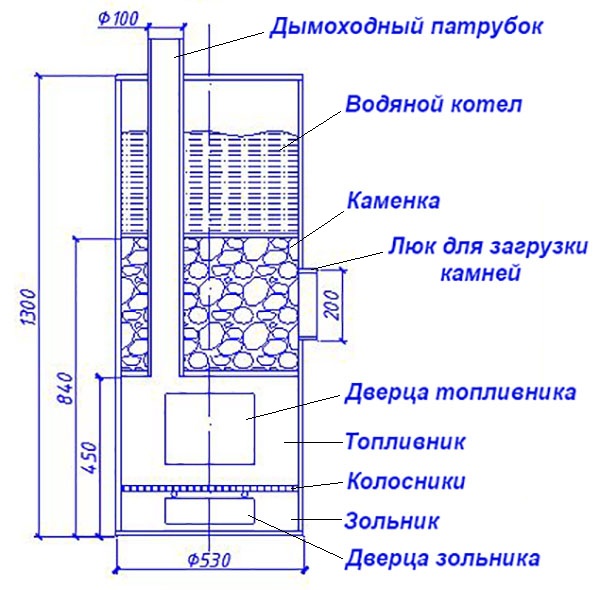 Следующая схема — печь в баню из металла с баком для воды.
Следующая схема — печь в баню из металла с баком для воды.
Чертеж печи для бани с баком для воды
Конструкция грамотная — при помощи «искрогасителя» путь прохождения дымовых газов длиннее, дольше он остается в топке, лучше нагревает стенки. Если вы не хотите бак, на его место можно уложить камни.
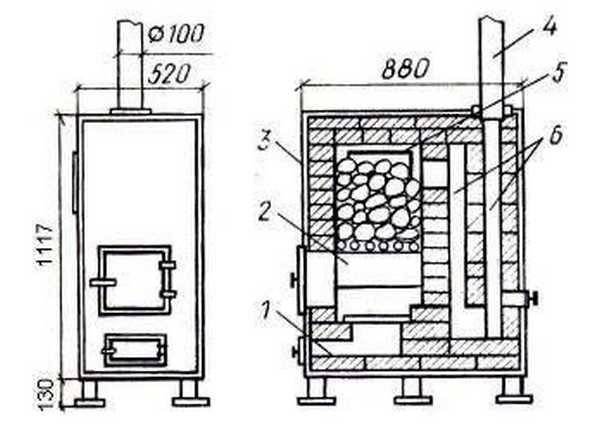
Интересный вариант с баком, который находится в задней части печи. Дымоход сдвинут назад, и проходит через бак. Высота бака большая, теплосъем будет эффективным — температура дымохода на выходе из бака большой не будет точно.
Вариант небольшой печи с большим баком
Интересно устроена каменка. Она не очень большая, но для небольших и средних парилок ее объема хватит. Закрывается она крышкой, что с одной стороны не очень удобно: закрывать крышку после подачи воды на камни будет проблематично. С другой стороны, это удобно в обслуживании.
Разрезы печи и размеры
Как сделать печь для сауны
Как уже говорилось, основная задача этого типа отопительных приборов — быстро «нагнать» требуемую температуру и иметь возможность ее поддерживать. Есть простое решение — поставит вентилятор, который будет обдувать стенки печи, ускоряя нагрев.
Есть простое решение — поставит вентилятор, который будет обдувать стенки печи, ускоряя нагрев.
Примерно такую же функцию выполняет кожух-конвектор. Это кожух вокруг корпуса печи. Между ним и стенкой топки остается зазор в 1,5-2 см. В эту щель снизу засасывается воздух. Он проходит вдоль стенок, нагревается, заодно остужая стенки. Далее поднимается вверх, разнося тепло по парилке.
Принцип работы конвекционного кожуха
Если корпус печи делают из толстого металла, то кожух можно и из тонкого. Он редко нагревается до больших температур, и перегорание ему не угрожает. Если в печи для сауны каменка будет находится вверху, над топкой, как на фото, то в корпусе можно сделать отверстия для вентилирования каменки. Тогда часть воздуха, который поднимается вдоль стенок, будет попадать в каменку, обдувать камни и нагреваться еще сильнее. Такая каменка называется вентилируемой. Она хороша именно для суховоздушных саун.
Чертежи и схемы
Конструкция печей для сауны проще. Нужна топка нормального размера, в которую помещаются большие поленья. В верхней части, над верхней частью топки привариваются борта каменки, объем которой обычно 20-25 литров. Вариации могут быть по ширине/высоте/глубине, но особых каких-то хитростей нет.
В верхней части, над верхней частью топки привариваются борта каменки, объем которой обычно 20-25 литров. Вариации могут быть по ширине/высоте/глубине, но особых каких-то хитростей нет.
Схемы металлических печей для сауны
Установка бака для нагрева воды в парилке сауны — идея не самая лучшая. Вы не сможете контролировать влажность, а при высоких температурах легко получить ожог. Тем не менее, несколько вариантов установки баков на фото выше.
Другой тип каменки — внутри топки. При желании можно сделать на нее крышку и такую печь можно использовать в двух режимах — с открытой крышкой для сухого парения, с открытой — для получения большего количества пара.
Каменка внутри корпуса youtube.com/embed/P-yGdo2xYR8″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/P-yGdo2xYR8″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
7+ вариантов чертежей печи для бани из металла [+9 ФОТО]
Печь в бане является обязательным атрибутом, поскольку именно она отвечает за нагрев и последующее поддержание температуры. При этом существует целый ряд заводских изделий или конструкций из кирпича, которые максимально отвечают необходимым требованиям. Однако особой популярностью пользуются чертежи самодельных печей для бани из металла, которые дают возможность изготовить небольшое устройство, идеально подходящее для конкретных условий.
Любительское фото простейшей самодельной печи из металла
Процесс изготовления
Для начала необходимо сказать о том, что существует целый ряд подобных изделий, которые отличаются своей конструкцией и принципом работы. Поэтому чертежи печей для бань из металла бывают разными. Однако все они обладают приблизительно одинаковым принципом действия (см.также статью «Печь для бани из трубы: советы по изготовлению»).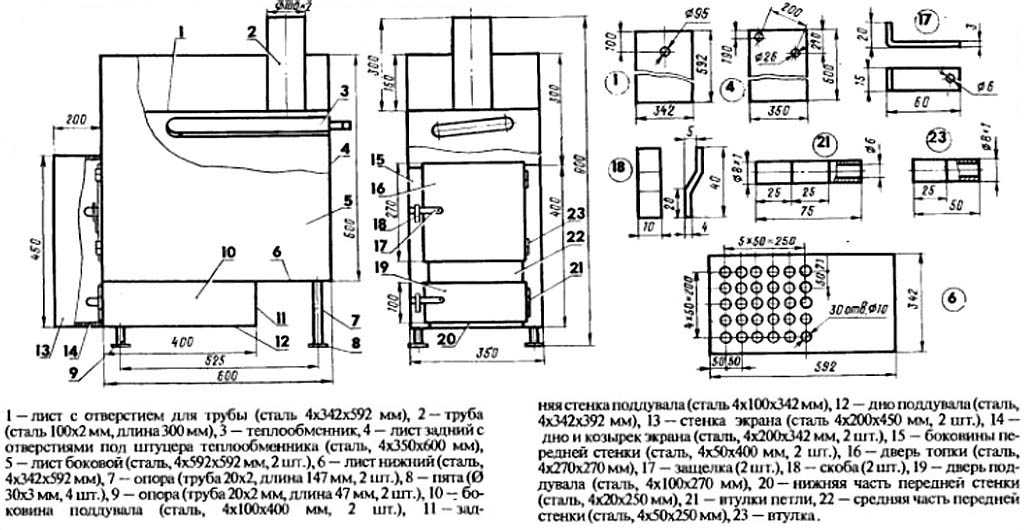
Простейший чертеж банной печи
Топка
- Прежде всего, необходимо изготовить топку. Ее размеры каждый определяет сам, но профессионалы советуют при ширине 0.5 метра делать такую же высоту.
- Многие чертежи самодельной печи для бани из металла предполагают использование некоторых готовых элементов. К ним относятся решетки и дверцы. При этом мастера советуют выбирать эти детали, изготовленные именно из металла, поскольку чугунные изделия придется фиксировать особенным образом.
Проект изготовления металлической конструкции с детальным указанием необходимых элементов и их размеров
- Типовой чертеж печи для бани из металла предполагает, что топка будет состоять из двух секций. В первой из них происходит сжигание топлива, а вторая нужна для сбора золы. Учитывая это, их разделяют решеткой и делают отдельные дверцы.
- Стоит отметить, что окно секций для сбора золы часто используют для создания тяги, которая необходима для горения.
- Если чертеж банной печи из металла предполагает размещение каменки, то верхнюю часть топки также изготавливают из решетки
Совет! Для изготовления печи стоит использовать толстый металл.
Так конструкцию не поведет при нагреве, и она сможет выделять больше тепла.
 Так конструкцию не поведет при нагреве, и она сможет выделять больше тепла.
Так конструкцию не поведет при нагреве, и она сможет выделять больше тепла.Подробный чертеж в правильном оформлении
Каменка и бак с водой
- Над топкой необходимо сделать отдельную камеру с дверцей, которая будет отделяться решеткой.
- В нее помешают специальные камни для длительного поддержания температуры.
- При этом чертежи банной печи из металла рекомендуют делать закрывающее окно, которое можно использовать для подачи воды и создания пара.
- Необходимо отметить, что обычные камни для таких печей не подходят. Особенно это относится к материалу, содержащему кремний или другие включения.
- Верх данного отсека делают с отверстием для трубы. Она будет отводить дым, и при этом подогревать воду.
Принцип действия подобных печей
- Емкость для жидкости устанавливают сверху. При этом чертежи печей для бани из металла советуют, чтобы печная труба проходила через ее середину. Так вода будет нагреваться и от дымохода и от верхней поверхности банной каменки.
- Профессиональные мастера рекомендуют установить на низ такого бака кран. При этом нужно приобрести специальные устройства, цена которых может быть велика, но именно они смогут работать длительный срок в условиях постоянного перепада температуры.
Два варианта создания горизонтальных устройств
Отдельное внимание уделяют крышке емкости. Ее можно изготовить из древесины, но тогда нужно защитить область соприкосновения с дымоходом. При этом инструкция по монтажу советует делать в ней небольшие прорези для свободного выхода пара.
Совет! Подобную конструкцию обычно изготавливают из толстостенной трубы. Это помогает решить вопрос о дешевых материалах, поскольку такие изделия можно найти на пунктах приема вторсырья по сходной стоимости.
Проект металлической печи для бани с правильной установкой и организацией дымохода
Дымоход
Когда создают чертеж печки для бани из металла, то отдельное внимание уделяют дымоходу, а именно местам, где он будет проходить через крышу. Дело в том, что трубы при топке имеют довольно большую температуру и во избежание возгорания их нужно дополнительно изолировать. Также они должны располагаться на определенной высоте, чтобы создавать постоянную тягу.
Дело в том, что трубы при топке имеют довольно большую температуру и во избежание возгорания их нужно дополнительно изолировать. Также они должны располагаться на определенной высоте, чтобы создавать постоянную тягу.
Правильная организация дымохода
Создавая печи своими руками, многие мастера советуют для организации подобных проходов приобретать готовые изделия, которые делаются специально для данных целей. При этом их довольно часто выпускают в виде цельного комплекса с наружной трубой и грибком.
Также нужно подумать и о защитном экране, в задачу которого входить предотвращать воздействие высокой температуры на стены из древесины. Их лучше всего создавать со светоотражающей поверхностью, чтобы осуществлять отвод инфракрасного излучения. Данные изделия довольно часто продаются в готовом виде и имеют относительно небольшую стоимость.
Заводские изделия для организации отвода дыма имеют хороший внешний вид и отлично справляются со своими задачами
Вывод
В представленном видео в этой статье вы найдете дополнительную информацию по данной теме. Также на основании текста, который представлен выше, можно сделать вывод о том, что принцип изготовление печей из металла довольно пост. При этом существует масса различных конструкций, которые имеют свои определенные особенности и характеристики (см.также статью «Чертежи металлической печи для бани своими руками: как соорудить каменку в парной с высоким КПД»).
Также на основании текста, который представлен выше, можно сделать вывод о том, что принцип изготовление печей из металла довольно пост. При этом существует масса различных конструкций, которые имеют свои определенные особенности и характеристики (см.также статью «Чертежи металлической печи для бани своими руками: как соорудить каменку в парной с высоким КПД»).
Отдельное внимание при этом стоит уделить некоторым заводским изделиям, которые представлены в виде дверей, дымоходов и решеток. Они позволят значительно облегчить процесс изготовления, а значит, именно на их базе стоит разрабатывать чертежи.
Добавить в избранное
Версия для печати
Поделитесь:
Рейтинг статьи:
Статьи по теме
Все материалы по теме
доменная печь | Определение, температура, диаграммы и факты
доменная печь
Посмотреть все СМИ
- Ключевые люди:
- Джеймс Гейли
- Похожие темы:
- воздухонагреватель
цинковая доменная печь
чушь параллельная
свинцово-цинковая доменная печь
чушь
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
доменная печь , вертикальная шахтная печь, производящая жидкие металлы в результате реакции потока воздуха, подаваемого под давлением в нижнюю часть печи, со смесью металлической руды, кокса и флюса, подаваемой в верхнюю часть. Доменные печи используются для производства чугуна из железной руды для последующей переработки в сталь, а также для переработки свинца, меди и других металлов. Быстрое горение поддерживается потоком воздуха под давлением.
Доменные печи используются для производства чугуна из железной руды для последующей переработки в сталь, а также для переработки свинца, меди и других металлов. Быстрое горение поддерживается потоком воздуха под давлением.
Доменные печи производят чугун из железной руды путем восстановительного действия углерода (поставляемого в виде кокса) при высокой температуре в присутствии флюса, такого как известняк. Чугунные доменные печи состоят из нескольких зон: тигельного горна в подине печи; промежуточная зона, называемая чашей между очагом и штабелем; вертикальная шахта (стек), проходящая от чаши до верха печи; и верх печи, который содержит механизм для загрузки печи. Шихта или шихта из железосодержащих материалов (например, железорудных окатышей и агломерата), кокса и флюса (например, известняка) опускается через шахту, где она предварительно нагревается и вступает в реакцию с восходящими восстановительными газами с образованием жидкого чугуна. и шлак, скапливающийся в горне. Воздух, предварительно нагретый до температуры от 9от 00 до 1250 ° C (1650 и 2300 ° F) вместе с впрыскиваемым топливом, таким как нефть или природный газ, вдувается в печь через несколько фурм (сопел), расположенных по окружности печи возле верхней части очага; таких сопел может быть от 12 до 40 на больших печах. Предварительно нагретый воздух, в свою очередь, подается из трубы большого диаметра, опоясывающей топку. Предварительно нагретый воздух энергично реагирует с предварительно нагретым коксом, что приводит как к образованию восстановительного газа (окиси углерода), который поднимается через печь, так и к очень высокой температуре около 1650 ° C (3000 ° F), при которой образуется жидкий чугун и шлак. .
Предварительно нагретый воздух, в свою очередь, подается из трубы большого диаметра, опоясывающей топку. Предварительно нагретый воздух энергично реагирует с предварительно нагретым коксом, что приводит как к образованию восстановительного газа (окиси углерода), который поднимается через печь, так и к очень высокой температуре около 1650 ° C (3000 ° F), при которой образуется жидкий чугун и шлак. .
Дополнительная информация по этой теме
переработка чугуна: доменная печь
По сути, доменная печь представляет собой противоточный теплообменник тепла и кислорода, в котором восходящий горючий газ теряет большую часть…
Чаша является самой горячей частью печи из-за ее непосредственной близости к месту реакции между воздухом и коксом. Расплавленный чугун скапливается в горне, который имеет летку для отвода расплавленного чугуна и, выше, шлаковое отверстие для удаления смеси примесей и флюса. Горн и чаша представляют собой толстостенные конструкции, футерованные угольными огнеупорными блоками, а для защиты кожуха печи дымовая труба футерована качественным шамотным кирпичом.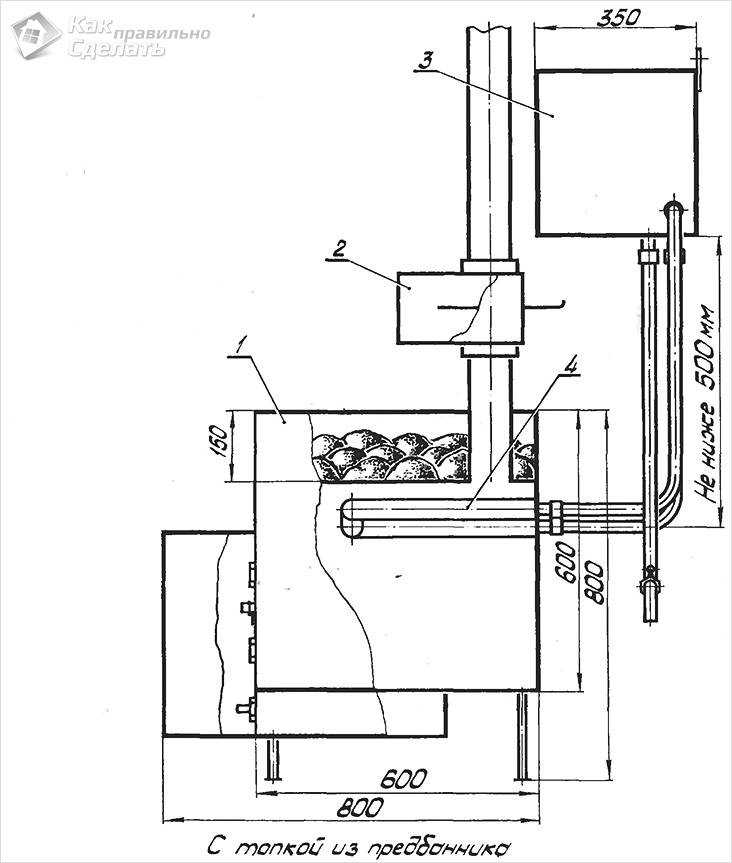 Чтобы эти огнеупорные материалы не выгорали, в них встраивают пластины, клепки или распылители для циркуляции прохладной воды.
Чтобы эти огнеупорные материалы не выгорали, в них встраивают пластины, клепки или распылители для циркуляции прохладной воды.
В процессе непрерывной работы штабель остается заполненным чередующимися слоями кокса, руды и известняка, загружаемыми сверху. Кокс воспламеняется внизу и быстро сгорает с нагнетаемым воздухом из фурм. Оксиды железа в руде химически восстанавливаются до расплавленного железа углеродом и монооксидом углерода из кокса. Образовавшийся шлак состоит из известнякового флюса, золы кокса и веществ, образующихся при реакции примесей руды с флюсом; он плавает в расплавленном состоянии на вершине расплавленного железа. Горячие газы поднимаются из зоны горения, нагревая свежий материал в штабеле, а затем выходят через каналы в верхней части печи.
Доменные печи могут иметь следующие вспомогательные помещения: склад, где шихта подготавливается перед ее подъемом на верх печи с помощью скиповых тележек или системы ленточных конвейеров; система верхней загрузки, состоящая из вертикального набора двойных раструбов (конусов) или вращающихся желобов для предотвращения выхода топочного газа во время загрузки; печи, использующие отходящие газы печи для предварительного нагрева воздуха, подаваемого на фурмы; и литейный цех, состоящий из желобов, распределяющих жидкий чугун и шлак по соответствующим ковшам для передачи в сталеплавильные печи и участки регенерации шлака.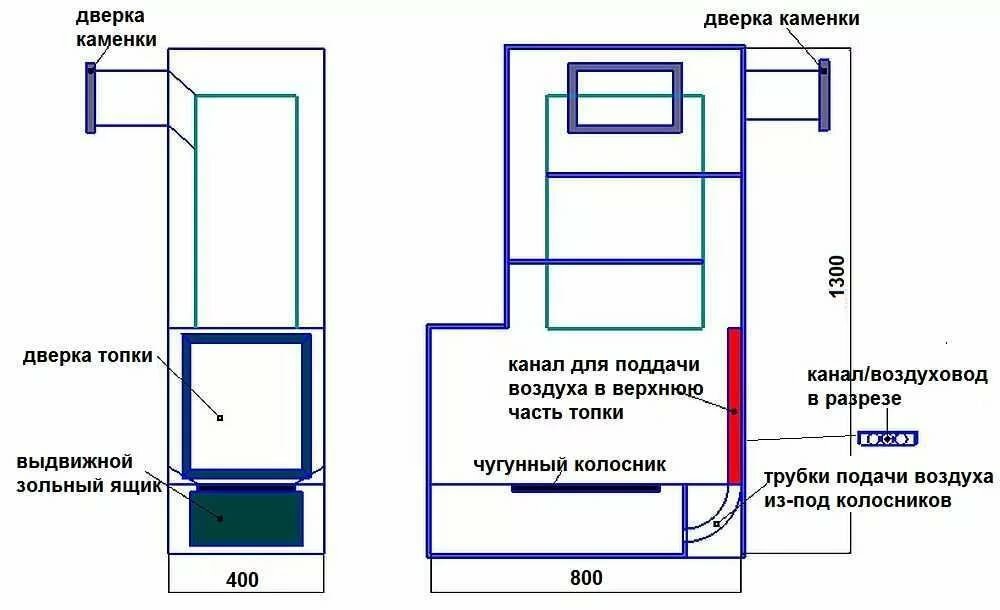
В Европе доменная печь развивалась постепенно на протяжении столетий из небольших печей, эксплуатируемых римлянами, в которых древесный уголь использовался для превращения руды в полутвердую массу железа, содержащую относительно небольшое количество углерода и шлака. Затем железную массу отбивали молотком, чтобы удалить шлак, в результате чего получилось кованое железо. Увеличение высоты печи в сочетании с механическими сильфонами для подачи в нее большего количества воздуха позволило использовать более высокие температуры, необходимые для производства высокоуглеродистого железа, известного как литой или передельный чугун. Этот способ производства использовался в Центральной Европе к середине 14 века и был введен в Англию около 1500 года. Древесный уголь был единственным печным топливом до 17 века, когда истощение лесов, которые давали древесный уголь в Англии, привело к экспериментам с коксом. , который производится из угля. К середине 18 века кокс получил широкое распространение в доменных печах, а принцип нагрева воздуха перед подачей в печь был введен в начале 19 века.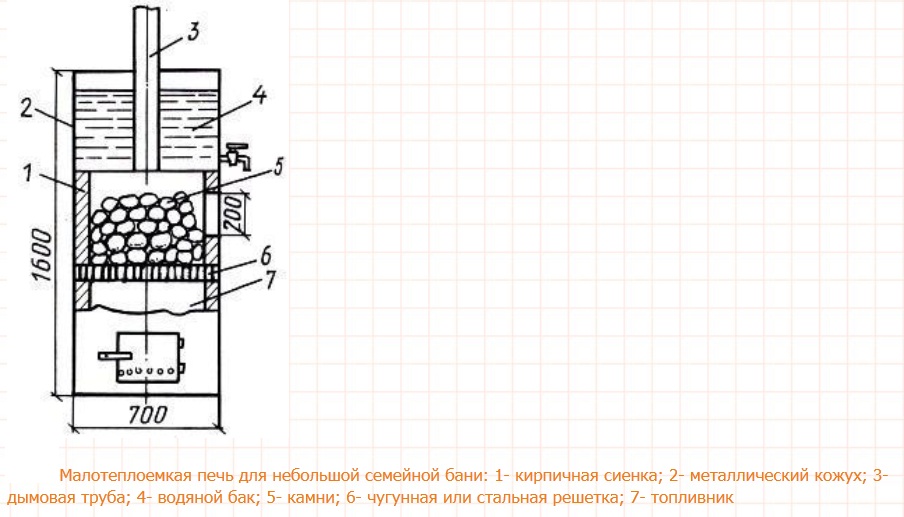 век.
век.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Размеры современных доменных печей варьируются от 20 до 110 метров (от 70 до 360 футов), диаметр горна составляет от 6 до 15 метров (от 20 до 50 футов), и они могут производить от 1000 до примерно 15000 тонн чугуна в сутки. . На сталелитейное производство приходится около 8 процентов глобальных выбросов парниковых газов — больше, чем в любой другой отрасли, — и эти выбросы способствуют глобальному потеплению. Некоторые доменные печи оснащены технологией улавливания углерода для уменьшения количества выделяемого углекислого газа. Однако некоторые производители стали планируют использовать водородный процесс, который не потребует доменных печей и будет выделять только воду в качестве побочного продукта.
Редакторы Британской энциклопедии Эта статья была недавно отредактирована и дополнена Эриком Грегерсеном.
Индукционные печи без тигля и металлическая ванна
Дэниел Грин
Индукционные печи без тигельного стержня обычно используются в литейных цехах для плавки переработанного металлолома с получением расплавленного металла для изготовления отливок (рис. 1).
В индукционных тигельных печах электромагнитное перемешивание ванны расплавленного металла происходит при подаче питания на печь. Движение ванны происходит по всей ванне, что обеспечивает хорошее перемешивание и равномерное диспергирование сплавов. Индукционная печь обычно конструируется таким образом, чтобы степень перемешивания соответствовала типу расплавляемого металла. Факторы, влияющие на перемешивание, включают плотность металла в ванне, электрическую проводимость, размер тигля, высоту ванны, номинальную мощность и частоту. Как правило, перемешивающее действие увеличивается прямо пропорционально приложенной мощности и уменьшается пропорционально квадратному корню из увеличения частоты. Более тяжелые металлы, такие как железо и медь, будут шевелиться меньше, чем более легкие металлы, такие как алюминий, при той же приложенной мощности и частоте.
Типичные схемы перемешивания для однофазной индукционной печи показаны на рисунках 2a и 2b.
Индукционная катушка создает электромагнитное поле, которое создает силу между катушкой и расплавленным металлом. Это отталкивает металл от боковых стенок тигля в верхней части тигля. Образующийся зазор называется мениском. Мениск вызван приложенным переменным магнитным полем, создаваемым катушкой индукционной печи, которая индуцирует сильный ток в ванне расплавленного металла. Эти две силы отталкивают друг друга, в результате чего между стенкой тигля и расплавленным металлом образуется видимый зазор.
В дополнение к выделению тепла из-за эффекта Джоуля (также известного как потери), индуцированное магнитное поле взаимодействует с приложенным магнитным полем, создавая силу, которая отталкивает расплавленный металл от стенки тигля. Эта сила представлена красными стрелками на рис. 3.
Электромагнитно-индуцированные вихревые токи вызывают вихревое действие, которое перемещает расплавленный металл по определенной схеме потока, как показано на рис.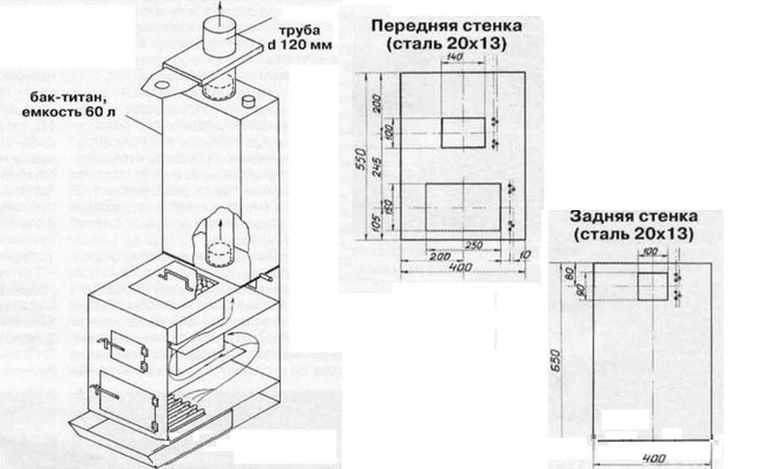 3.
3.
Скорость металла может достигать 2,5 м/с. сек.
Для эффективного плавления лома, содержащего стружку и небольшие легкие куски, необходимы более высокие скорости перемешивания, приближающиеся к максимальному пределу, а также большой мениск для быстрого втягивания лома под поверхность расплавленного металла. Для более тяжелого лома обычно достаточно более низких скоростей. Напротив, для некоторых сплавов, таких как сталь, требуется свести к минимуму перемешивание, чтобы уменьшить атмосферное загрязнение расплава. Современные индукционные печи питаются от преобразователей, которые выполняют функцию преобразования трехфазного переменного тока частотой 50 или 60 герц, доступного от общей электросети, в однофазный источник питания соответствующей частоты и уровня напряжения для конкретной печи.
Многофазные индукционные печи без тигля
Когда требуются более высокие скорости перемешивания, чем те, которые могут быть достигнуты в однофазной печи, индукционная печь может быть сконструирована с многосекционным змеевиком, как правило, двумя или тремя секциями, приводимыми в действие специализированным преобразователь перемешивания, который производит несколько сдвинутых по фазе выходных напряжений. Соотношение между перемешивающим действием и индуцированным теплом зависит от фазового сдвига напряжения, приложенного между секциями катушки, с большим нагревом и меньшим перемешиванием при низких фазовых сдвигах и большим перемешиванием и меньшим нагревом при более высоких фазовых сдвигах. Это обеспечивает уникальную гибкость процессов, требующих контролируемого перемешивания и нагревания.
Соотношение между перемешивающим действием и индуцированным теплом зависит от фазового сдвига напряжения, приложенного между секциями катушки, с большим нагревом и меньшим перемешиванием при низких фазовых сдвигах и большим перемешиванием и меньшим нагревом при более высоких фазовых сдвигах. Это обеспечивает уникальную гибкость процессов, требующих контролируемого перемешивания и нагревания.
Электрическая блок-схема типичного преобразователя с перемешиванием и переключаемого плавильного преобразователя показана на рис. 4.
Для многофазного перемешивания индукционная печь должна иметь многосекционный змеевик. На каждую фазу приходится одна секция катушки. Например, трехфазный змеевик для перемешивания будет иметь три секции змеевика с независимым питанием. Питание, подаваемое на катушку, может поступать от трансформатора, и в этом случае фазовый сдвиг между приложенными напряжениями будет фиксированным, обычно 60 градусов. Он также может быть сгенерирован преобразователем, который позволяет бесступенчато изменять фазовый сдвиг.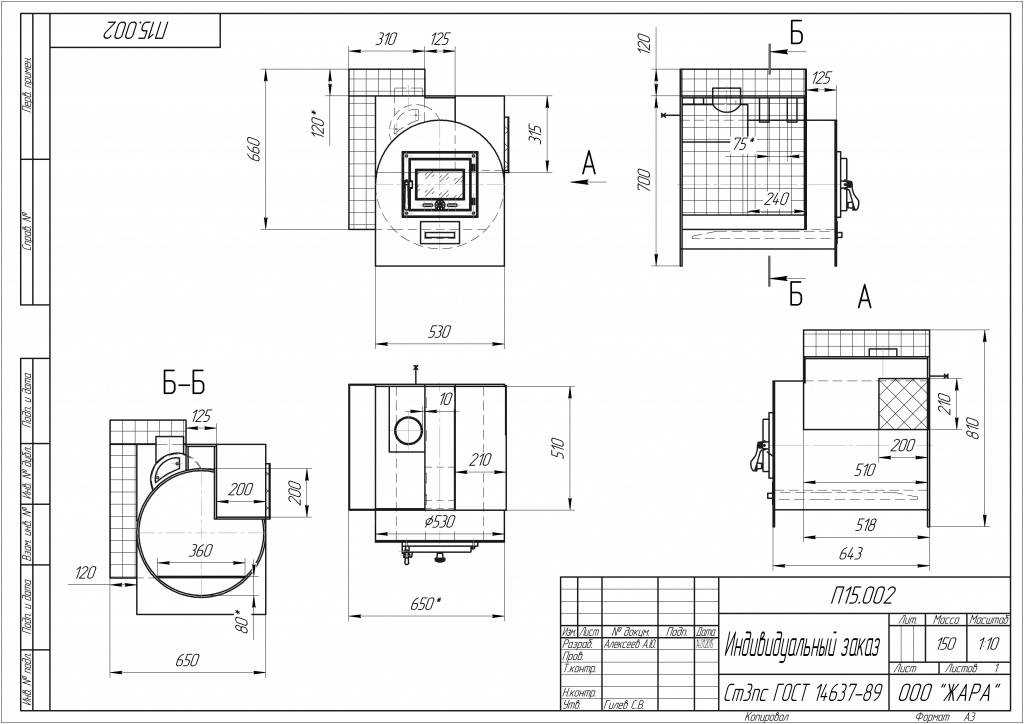 Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса. При переключении чередования фаз направление перемешивания может быть вверх или вниз.
Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса. При переключении чередования фаз направление перемешивания может быть вверх или вниз.
В режиме перемешивания сдвинутые по фазе напряжения подаются последовательно на каждую секцию катушки, обеспечивая эффект перемешивания, до пяти раз больший, чем в однофазной печи той же мощности.
При плавке секции катушки могут питаться от однофазного источника. При подаче однофазного питания печь может передавать больше энергии в шихту для эффективного плавления. После того, как ванна расплавлена, применяется трехфазная мощность перемешивания для эффективного смешивания легирующих элементов в ванне расплава, в то же время снижая поглощаемую мощность. Таким образом, индукционная печь с многофазным перемешиванием может оптимизировать сочетание характеристик плавления и перемешивания до идеального баланса для конкретного процесса. Эта особенность облегчает производство специальных сплавов, таких как композиты с металлической матрицей, содержащие трудно смешиваемые добавки.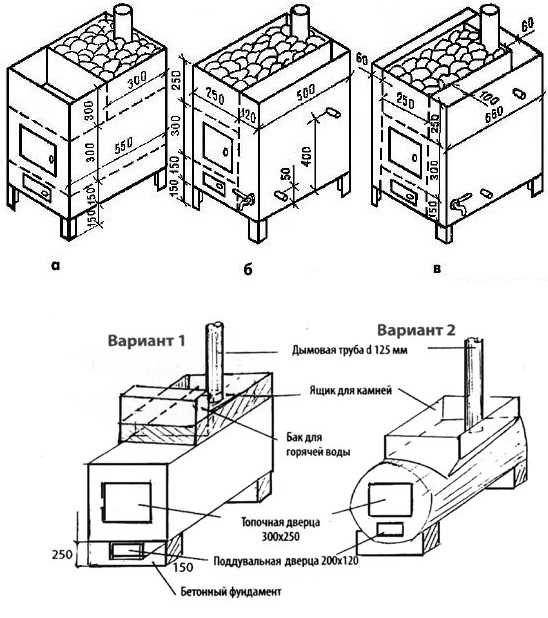 Пример схемы перемешивания с восходящим потоком в многофазной печи показан на рис. 5. Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может улучшить извлечение модификаторов легких металлов.
Пример схемы перемешивания с восходящим потоком в многофазной печи показан на рис. 5. Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может улучшить извлечение модификаторов легких металлов.
Третий тип метода перемешивания – перемешивание с амплитудной модуляцией. Этот метод применим к стандартной однофазной индукционной печи. Однофазная мощность модулируется более низкой частотой, периодически повышая и понижая мощность с контролируемой скоростью. Повышение и понижение мощности вызывает «волновое действие» на поверхности ванны. Ванна сжимается к центру под действием магнитной силы от змеевика печи, а затем сжимающая сила ослабевает, позволяя металлу течь обратно к стенке тигля. Волновое воздействие на поверхность ванны может помочь легкому лому, такому как стружка, которая в противном случае плавала бы на поверхности ванны и окислялась в окалина или шлак, быстрее поглощалась поверхностью ванны. Обычное движение ванны однофазной индукционной печи продолжается ниже поверхности ванны расплава.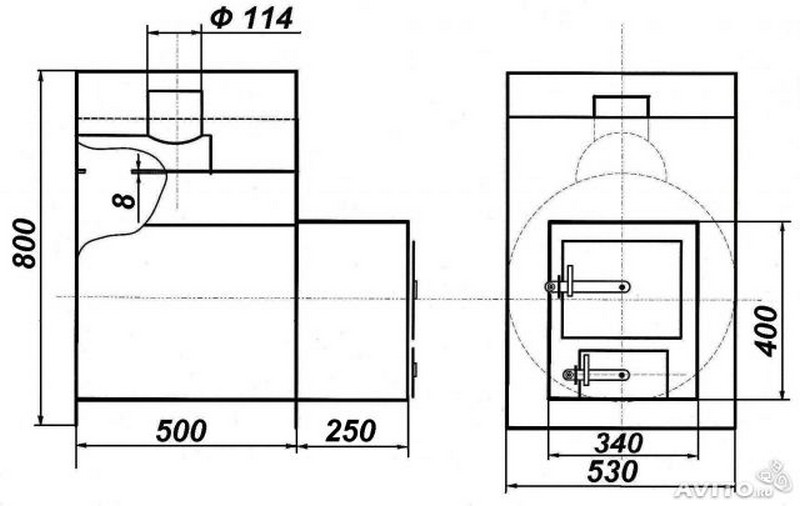 Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае были бы недостаточно перемешиваемыми.
Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае были бы недостаточно перемешиваемыми.
Рекомендации по проектированию для обеспечения хорошей производительности перемешивания
Для проектирования систем печей, которые постоянно обеспечивают необходимый уровень перемешивания для конкретного применения, была разработана концепция коэффициента перемешивания. Фактор перемешивания, равный 100 %, представляет собой максимальное практическое количество перемешивания (скорость + мениск), которое может быть безопасно достигнуто без чрезмерного разбрызгивания или выброса ванны с расплавленным металлом.
Для типичных применений плавления было доказано, что следующие рекомендуемые диапазоны коэффициента перемешивания позволяют достичь хороших практических результатов:
Для железа обычно желателен высокий коэффициент перемешивания для быстрой гомогенизации углерода, кремния и других модификаторов в расплавленном железе во время химических корректировок ближе к концу цикла плавки.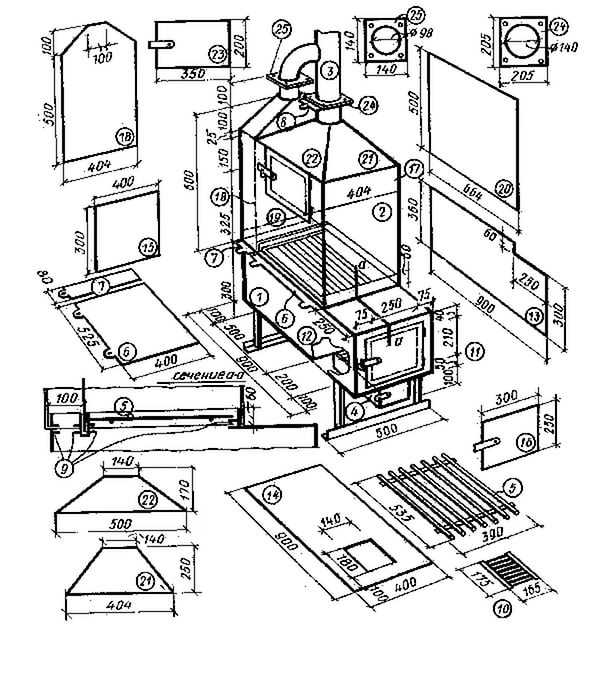
Для латуни, меди и алюминия обычно предпочтителен умеренный коэффициент перемешивания. Исключение составляет случай, когда стружка должна быть расплавлена. В таких случаях указывается высокий коэффициент перемешивания, обычно близкий к 100%, чтобы быстро абсорбировать стружку в ванну с расплавленным металлом. Из-за своих малых размеров стружка не может взаимодействовать с магнитным полем индукционной печи, поэтому ее необходимо плавить за счет теплопроводности ванны расплавленного металла, которая нагревается за счет электромагнитной индукции.
Для стали обычно требуется очень низкий коэффициент перемешивания. Низкая перемешивающая активность снижает газопоглощение и шлаковые включения в расплавленной стали. Это имеет решающее значение для изготовления стальных отливок хорошего качества в литейных цехах, особенно там, где не будет производиться дальнейшая обработка расплава для удаления газов и шлаковых включений.
В сталелитейных заводах, где расплав очищается на вторичной стадии, такой как AOD или на другой стадии обработки, в плавильной печи допускается более высокий коэффициент перемешивания.