чертежи, видео инструкция, изготовление своими руками
Практически каждый владелец загородного дома или дачи мечтает иметь на своем участке парную банку. В результате одни заказывают возведение небольшого сооружения строительным бригадам, а другие занимаются этим самостоятельно. Но построить и сделать отделку бани – это только полдела. Главное, для хорошей парной нужна печь-каменка. И не обязательно тратить деньги на ее покупку.
- Выбор проекта для печи в баню
- Особенности самодельной печи из трубы
- Достоинства
- Подготовка материалов и инструментов
- Горизонтальная печь из трубы – видео
- Вертикальная банная печь из трубы 530
- Установка и эксплуатация печей из труб
Ознакомившись с видео инструкцией и несложными чертежами сделать хорошую печь можно своими руками. Понадобятся для этого самые простые материалы, основным из которых будет труба 530.
Выбор проекта для печи в баню
Самодельные каменки дизайнерскими изысками и стильным внешним видом не отличаются, но помещение парной объемом до 20 куб. метров отапливают качественно и быстро. По своей конструкции печи из трубы разделяются на два вида:
метров отапливают качественно и быстро. По своей конструкции печи из трубы разделяются на два вида:
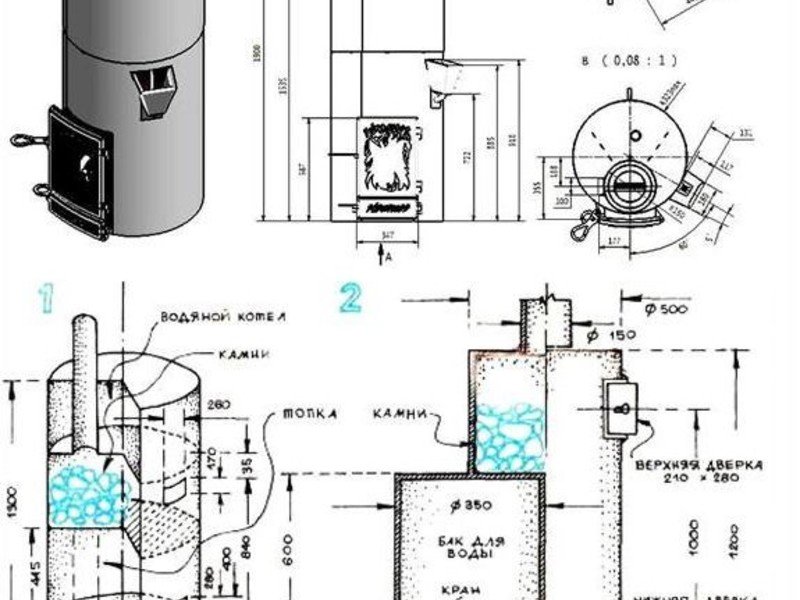
- Вертикальная банная печь их трубы 530. Конструкция похожа на обычную буржуйку, но, кроме отделения для топки, имеет еще водяной бак для нагрева воды и емкость для закладки камней. Это довольно компактная модель, которая занимает немного места, поэтому подойдет для небольших парных. В то же время главным ее недостатком является то, что поддувала и дверцы топки находятся в парной, а также она обладает меньшей тепловой эффективностью.
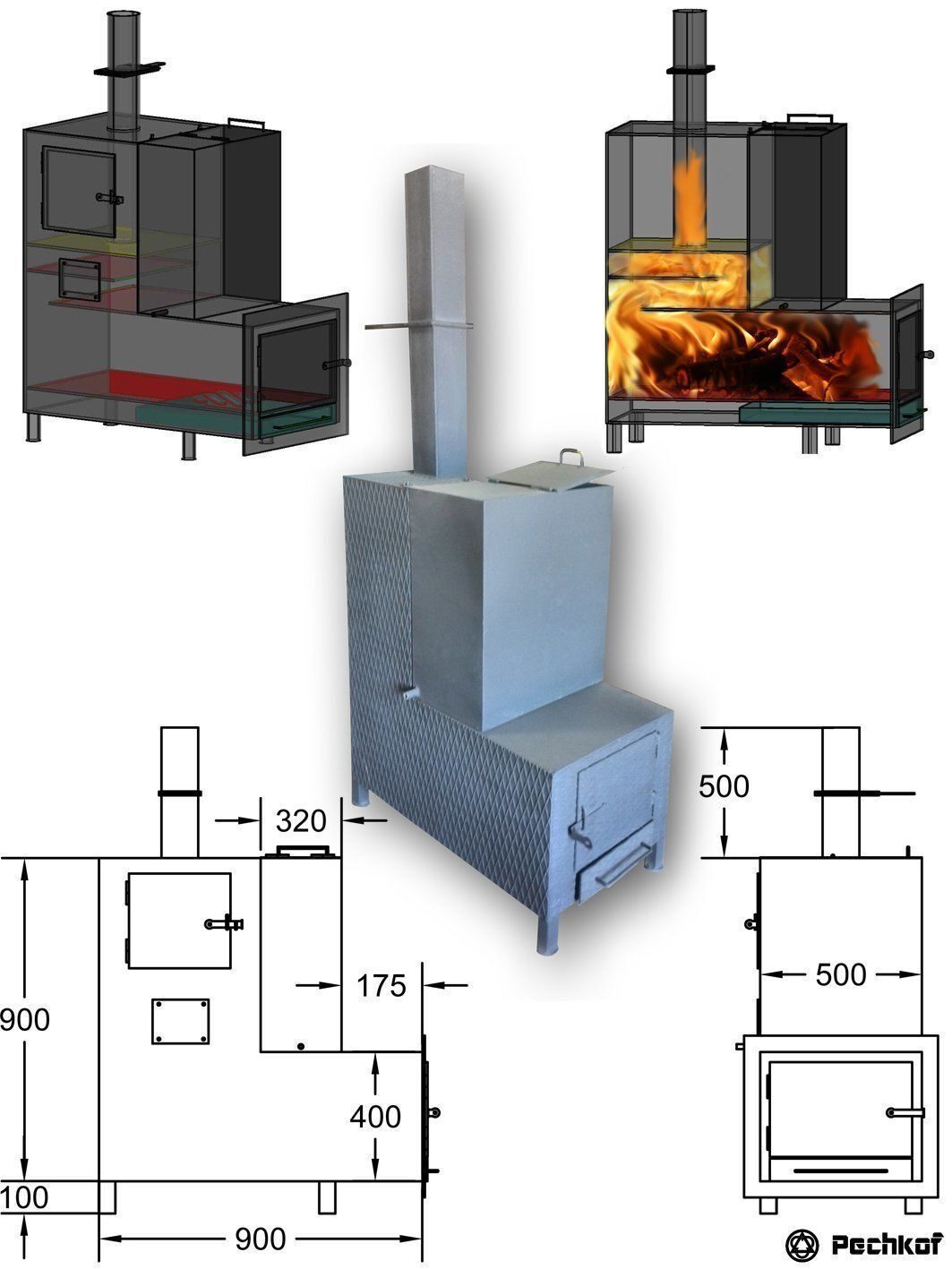
- Горизонтальная каменка. Конструкция также включает в себя бак для воды и емкость для камней, но при этом дверцы топки и поддувала можно вывести в соседнее помещение или на улицу. Горизонтальная печь из трубы занимает больше места, однако, благодаря большей длине топки и ее низкому расположению увеличивается площадь нагрева камней и улучшается теплообмен воздуха в парилке.
Выбор самодельной печи зависит от планировки и размеров парной, и от индивидуальных предпочтений владельца бани.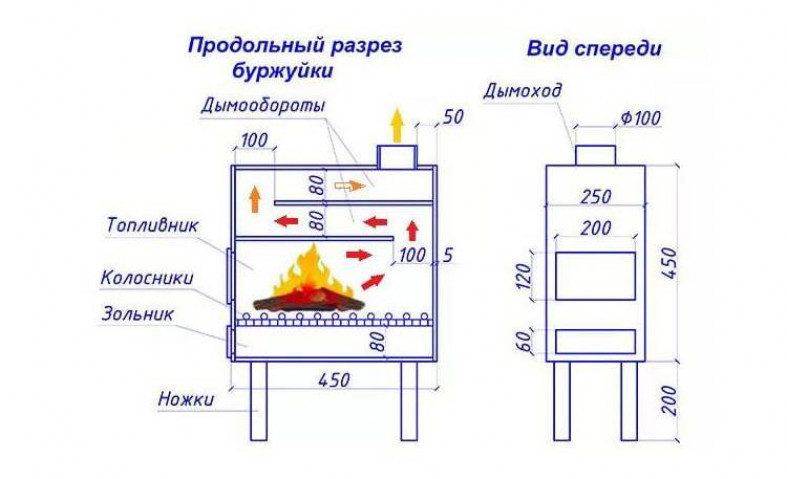
Особенности самодельной печи из трубы
Конструкция каменки включает в себя следующие элементы:
- топку;
- предназначенную для камней емкость, которая может быть расположена как внутри, так и снаружи корпуса;
- дымоходную трубу;
- камеру для сбора золы;
- водонагревательный бак, который может быть частью корпуса или располагаться над камерой с камнями.
Камеры между собой отделяются решетками-колосниками.
Достоинства
Печи для бани из трубы являются не единственным вариантом, который можно выполнить своими руками. Но они имеют ряд неоспоримых достоинств:
- Большая толщина стенок имеет отличную теплоемкость, что позволяет сохранять тепло в парной даже после сгорания топлива.
- Металл, из которого изготовлены трубы, обладает механической прочностью и выдерживает значительные перепады температур.
- За счет круглого сечения трубы топочное отделение конструкции получается куполообразной или цилиндрической формы.
 Это способствует максимально эффективному распределению тепла и созданию естественной тяги.
Это способствует максимально эффективному распределению тепла и созданию естественной тяги. - С помощью выполненной из трубы самодельной каменки, помещение прогреется за 40–60 минут.
- Конструкция из металла, в отличие от кирпичной печи, не нуждается в возведении фундамента.
- Под воздействием температурной и водной коррозии толстостенная труба разрушается не так быстро, поэтому выполненная из нее печь при грамотной эксплуатации прослужит не один десяток лет.
- Собрать металлическую каменку можно самостоятельно. Для этого нужно только иметь небольшие навыки обращения со сварочным аппаратом и инструментами по металлу.
 Это способствует максимально эффективному распределению тепла и созданию естественной тяги.
Это способствует максимально эффективному распределению тепла и созданию естественной тяги.Больших затрат закупка материалов для изготовления самодельной печи не требует. А если в хозяйстве найдется подходящий кусок трубы, банная каменка обойдется практически бесплатно.
Подготовка материалов и инструментов
Перед изготовлением печи для бани из трубы нужно изучить видео инструкцию и чертежи, а также подготовить рабочее место. Это может быть крытый навес на улице, домашняя мастерская или гараж.
Это может быть крытый навес на улице, домашняя мастерская или гараж.
Для работ понадобится:
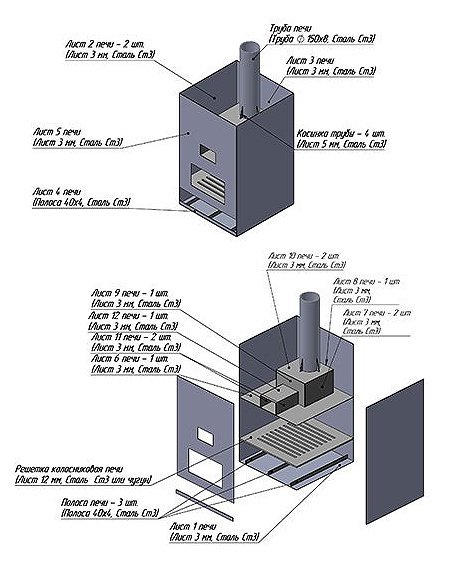
- Металлическая труба с толстыми стенами длиной в 1,2–1,5 метра и диаметром от 500 до 650 мм. В конструкции она будет выполнять роль топки и водяного бака.
- Труба из металла для дымохода с толщиной стенок в 2–4 мм и диаметром в 120–150 мм.
- Стальная труба для оборудования каменки с диаметром в 350 мм. Толщина ее стенок должна быть от 5 до 8 мм.
- Металлические навесные гаражные петли.
- Несколько листов из металла с толщиной стенок в 2–4 мм и размерами от 600 до 800 мм.
- Готовые чугунные колосники или 500 мм металлической арматуры диаметров в 12–18 мм.
- Водопроводная труба с нарезной резьбой длиною в 50–80 см и диаметром в ½ дюйма. Такого же диаметра водопроводный кран с внутренней резьбой.
- Ручной или полуавтоматический сварочный аппарат.
- Набор слесарного инструмента.
- Электрическая дрель.
- Болгарка с зачистными и отрезными дисками.
Горизонтальная печь из трубы – видео
Основным отличием горизонтальной каменки является расположение корзинки для закладки камней и бака для воды снаружи топливного отделения. Поддувала и дверцы топливника выносятся за пределы парной.
Этапы работ по изготовлению печи своими руками:
- Толстостенная труба укладывается набок и чтобы не каталась, закрепляется. В ней, согласно чертежам, нужно сделать разметки. Для этого, отступив от низа 1/3 диаметра, на внутренних стенках проводятся две горизонтальные параллельные линии.
- Из толстого стального листа вырезается основание топливника. Его ширина должна быть равна расстоянию между проведенными линиями, а длина – длине трубы.
- Если в наличии есть заводские чугунные колосники, то посередине стального листа вырезается прямоугольное окно. Если готовых колосников нет, то их можно своими руками сделать из толстых арматурных прутков, наварив их на всю длину полученного окна снизу листа из стали.
- Полученное основание топливника вдоль начерченных линий вставляется в основу конструкции и приваривается к внутренним стенкам трубы.
- Торцевые стенки выполняются из толстых металлических листов. Их ширина должна получиться на 20 мм больше диаметра трубы, а в нижней части стенок для будущей печи нужно сделать ножки. Задняя стенка оставляется прямоугольной, поскольку к ней будет крепиться бак для воды, а переднюю можно закруглить. Тогда готовая печь для бани будет выглядеть более эстетично.
- В торцевой передней стенке прорезаются два проема. Один из них (для поддувал) должен находиться на 10–15 мм ниже колосников. Проем для топки вырезается на 30–40 мм выше основания топливника.
- Вырезанные из металлического листа фрагменты будут использоваться в качестве дверок. Крепят их к приваренным заранее к передней лицевой стенке гаражным петлям. Поддувала и топки перед установкой необходимо оборудовать запорными механизмами и ручками.
- Относительно основания топки в правильном положении устанавливаются торцевые стенки и по всему периметру с помощью сварочного аппарата на стыке герметично обвариваются с основной трубой.
- Между дымоходом и выходным отверстием топки можно установить вторичную камеру. В ней раскаленные продукты сгорания и дымовые газы окружающим камням будут передавать тепло, за счет чего повысится эффективность печи для бани. Сделать ее можно из трубы длиной в 350–450 мм и диаметром в 250–350 мм. Элемент разрезается на две равные части и торцы одной половинки завариваются вырезанными в форме полумесяца заглушками из стали.
- Для дымохода в верхней части купола прорезается круглое отверстие. Оно должно быть немного смещено от центра и иметь диаметр трубы для дымохода. В полученное отверстие вваривается патрубок длиной от 100 до 120 мм.
- Рядом с задней стенкой на самом верху основной трубы с диаметром от 150 мм прорезается еще одно круглое отверстие. Готовый купол нужно установить и приварить к основной трубе так, чтобы два отверстия относительно друг друга располагались вдоль продольной оси с небольшим смещением.
- Из тонких арматурных прутков или перфорированного листового металла вокруг вторичной камеры наваривается корзина для камней.
- К задней стенке полученной печи для бани крепится металлический бак для нагрева воды.

Горизонтальная банная печь готова. Теперь можно приступать к ее огневым испытаниям на улице.
Вертикальная банная печь из трубы 530
Если помещение парной небольшое, то его можно оборудовать вертикальной конструкцией.
Технология изготовления своими руками:
- Из куска трубы длиной в 1 м выполняется первая часть печи для бани. Для поддувала внизу заготовки вырезается отверстие размерами в 5х20 см.
- Над дверцей подувала, из металлического листа в виде круга крепится дно топки. В центре диска устанавливается самодельный или купленный в магазине колосник.
- Отступив от дна заготовки примерно 5 см, вырезается отверстие для топки. Размер ее дверок должен быть в 25х30 см. После этого навариваются петли, и устанавливается створка.
- Отсекатель выполняется из прямоугольного металлического листа, который по углам приваривается к трубе. Между краями листа и стенками трубы будет проходить воздух, что обеспечит лучший нагрев печи для бани.
- Над полученной конструкцией, отступив вверх 5–10 см, размещается каменка. Ее низ в виде решетки изготавливается из прутьев. Дверца каменки выполняется так же, как и топочная.
- Из оставшегося обрезка трубы длиною в 0,5 м изготавливается бак для воды. Дно заготовки заваривается листовым железом в виде диска, в центре которого для дымохода нужно сделать отверстие. Внизу резервуара врезается кран, а сверху устанавливается полукруглая съемная крышка. Располагается бак для воды над каменкой.
 Между краями листа и стенками трубы будет проходить воздух, что обеспечит лучший нагрев печи для бани.
Между краями листа и стенками трубы будет проходить воздух, что обеспечит лучший нагрев печи для бани.Вертикальная печь для бани готова. Теперь ее нужно проверить ее работу и можно устанавливать в парную.
Установка и эксплуатация печей из труб
Эксплуатация металлических печей связана с риском получения ожогов и возникновения пожара. Поэтому при их монтаже необходимо выполнять следующие правила:
- Устанавливать над уровнем пола на бетонный или кирпичный фундамент высотой от 20 см.
- Перед дверцами поддувала и топливника расположить металлический лист.
- Расстояние от деревянных стен бани до горячих поверхностей печи должно быть не менее 1 метра.

Бак для воды должен заполняться перед растопкой бани. В сухой горячий бак воду заливать нельзя, поскольку может возникнуть приводящий к ожогам паровой удар.
Посмотрев видео инструкцию и разобравшись с чертежами можно своими руками сделать печь для бани из трубы. Задача эта окажется действительно несложной. Конструкция получится с высоким КПД и, при правильной установке и эксплуатации, совершенно безопасной. Главное, выполнять все этапы работ строго по инструкции, не нарушая технологии.
устройство печи из металла согласно чертежу и полезные советы
Установка металлической печи в бане: выбираем место
Где именно в парной вы видите будущую печку (см. тут про выбор печи для парилки)? Будет она располагаться в углу или только у одной из стен? Куда будет выходить топка – в парилку или в смежное помещение (предбанник, например)? Какое расстояние будет между печью и полками, противоположной стеной, соседней стеной? На каком расстоянии от балки пройдет дымоход?
На все эти вопросы нужно найти ответы.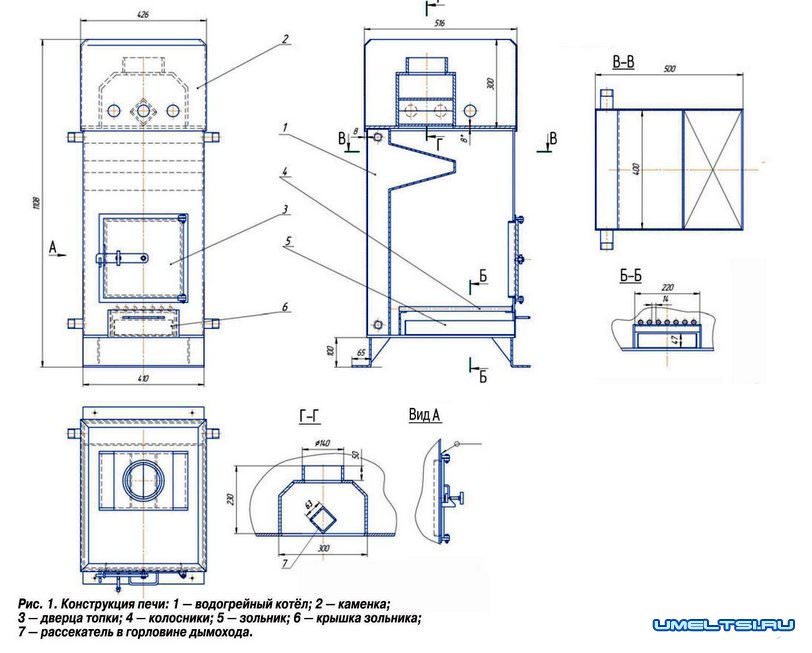 А так как часть ответов продиктована нормами пожарной безопасности, то к ним мы и обратимся.
А так как часть ответов продиктована нормами пожарной безопасности, то к ним мы и обратимся.
Для начала разберемся с расстоянием до стены. Если она из горючего материала, то оптимальным было бы расстояние в полметра до печи. Но у кого в парилке столько пространства? Единственный способ сократить промежуток между ними – это либо облицевать стену негорючим материалом, либо заменить кусок деревянной стены на кирпичную. Последнее чаще всего делается в тех случаях, когда топка находится в смежном помещении. Учитывая, что топочный тоннель обычно между 20 и 30 см, печка не может быть намного удалена от стены. Топочные тоннели имеют разную длину. Они проходят через стену. Вычитаем толщину стены. Оставшееся расстояние – максимум, на сколько печь может отстоять от стенки.
Правило касательно полуметра относится и к промежуткам между горючими стенами и боковыми стенками печки. С той же поправкой на негорючую облицовку или кирпичную разделку. Да, это касается всего горючего, включая полки.
По поводу топки: выносная предпочтительнее по двум причинам: больше кислорода останется в парилке, а часть тепла достанется предбаннику. Но тут есть важный момент:
ВАЖНО! Где бы ни находилась топка, перед ней должно быть свободное пространство не менее полутора метров, а на полу перед ней нужно класть притопочный лист, защищающий не менее полуметра поверхности пола от случайных искр и выпавших угольков.
По поводу балок: расстояние между ними изначально должно быть не слишком маленьким. Например, это может быть 90 см. В этом случае дымоход лучше пустить посередине, окружив его разделочным коробом.
Разделочные короба
Совет! Не забывайте о расположении балок, выбирая место для печи, чтобы не пришлось изгибать дымоход.
И по поводу вентиляции: приточку надо выводить рядом с поддувалом, чтобы в топку попадал насыщенный кислородом уличный воздух. А вентиляция закладывается во время строительства и переделывать ее весьма хлопотно, поэтому еще раз: думайте загодя. Советуем поисследовать материалы по вентиляции бань.
Советуем поисследовать материалы по вентиляции бань.
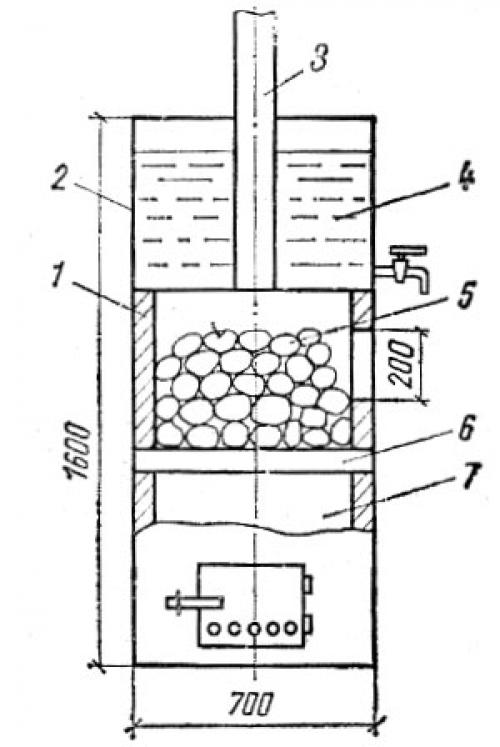
Бак для воды и место для камней
Чертеж печи из металла с каменкой и баком для водыПечь для бани с трубой, проходящей через каменку и водяной бак
Викторианский стиль в интерьере: история
Восшествие королевы Виктории на трон произошло в 1837- м году. Она правила более 63 лет, в течение которых Британская империя достигла своего наибольшего могущества.
Благодаря притоку капитала из многочисленных колоний и промышленной революции, английская буржуазия стала быстро богатеть.
Если ранее покупателями предметов роскоши являлись только аристократы, то при королеве Виктории их стали приобретать люди, сколотившие состояние благодаря своей деловой хватке.
Многие из них разбогатели, торгуя колониальными товарами. Они много путешествовали и привозили из дальних стран различные диковинки и предметы искусства. Такие «трофеи» становились главным украшением их жилищ, и их с гордостью демонстрировали гостям.
Все это привело к тому, что со временем английские чопорные интерьеры стали эклектичными и в них можно было заметить черты, характерные для оформления жилищ индийских махараджей или китайских мандаринов.
Кроме того, консерватизм всегда мешал британцам расставаться с предметами меблировки и искусства, доставшимися в наследство от многих поколений предков.
Вам точно понравится:
- Арабский стиль в интерьере
- Готический стиль в интерьере
- Средиземноморский стиль в интерьере
В связи с этим, индийский инкрустированный шкаф мог соседствовать с готическим комодом или с изящной этажеркой в стиле рококо.
Последовательность изготовления печи для бани
Размечаем трубу по размерам на чертеже. Из листа металла с помощью газовой сварки или угловой шлифовальной машины вырезаем 6 кругов диаметром 500мм.
Из листа металла с помощью газовой сварки или угловой шлифовальной машины вырезаем 6 кругов диаметром 500мм.
Из вырезанных круглых заготовок отбираем две, которые входят внутрь трубы с минимальными зазорами между краями плоских блинов и внутренней стенкой трубы. Эти две пойдут на верхнее и нижнее днище топки.
Размечаем положение верхней крышки топочной камеры на расстоянии 450мм от среза трубы, с помощью мела делаем риски на внутренней поверхности трубной заготовки. Размечаем месторасположение дверцы топочной камеры, поддувала и каменки. Аккуратно вырезаем окошки с помощью «болгарки» — угловой шлифовальной машинки. Вырезанные прямоугольные фрагменты используем для изготовления дверок. Для этого привариваем с помощью электросварки петли навесов в местах крепления дверок.
В круглой заготовке верхней стенки топочной камеры вырезаем четыре круглых отверстия диаметром 60мм и с помощью электросварки ввариваем отрезки жаровых труб, используемых для нагрева каменки.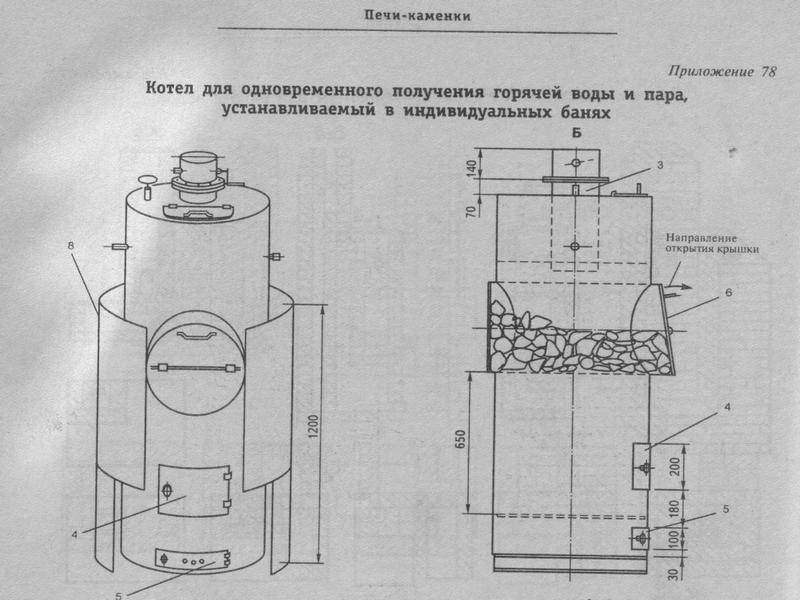 На свободные торцы приваренных труб устанавливаем заготовку верхней стенки каменки и привариваем. В итоге получаем две плоских блина, соединенных между собой четырьмя трубами.
На свободные торцы приваренных труб устанавливаем заготовку верхней стенки каменки и привариваем. В итоге получаем две плоских блина, соединенных между собой четырьмя трубами.
Устанавливаем корпус банной печки в вертикальном положении и помещаем полученный узел из четырех жаровых труб и двух круглых днищ внутрь трубной заготовки. С помощью электросварки привариваем круглую верхнюю стенку топочной камеры на свое место, согласно чертежу.
1, 2, 19, 20, 28,29 – дверцы и элементы топки, поддувала; 3 – задвижка; 7, 8, 9, 10 11, 12, 13 – секции топки и каменки — стенки поддувала; 14, 16, 18– днище; 15 – колосниковая решетка; 17 – отверстие для пополнения воды; 21, 24 – люк для загрузки каменки; 23 – трубы разогрева каменки; 25, 26 — основная труба для отвода газов; 27 – кран отбора горячей воды;
Внимание! Сварку верхнего днища топки следует производить в несколько проходов с максимальным качеством. Переворачиваем корпус банной печки, устанавливаем вертикально, аналогичным способом привариваем верхнее днище промежуточной камеры
Далее необходимо установить в корпус и приварить круглый блин самодельных колосников, днище печки и днище водяного бака. Для изготовления колосников можно выбрать из двух путей:
Для изготовления колосников можно выбрать из двух путей:
Переворачиваем корпус банной печки, устанавливаем вертикально, аналогичным способом привариваем верхнее днище промежуточной камеры. Далее необходимо установить в корпус и приварить круглый блин самодельных колосников, днище печки и днище водяного бака. Для изготовления колосников можно выбрать из двух путей:
- Можно использовать один из блинов-заготовок, предварительно высверлив в центральной части сетку сквозных отверстий диаметром 10мм, отстоящих на расстоянии друг от друга на 15-20 мм. Для этого лучше выбрать самую «прослабленную» в размерах заготовку – ту, у которой самые большие щели между внутренней поверхностью корпуса банной печки и наружным диаметром «блина».
- Более предпочтительным вариантом считается использование готовых чугунных колосников, подходящих по размеру. Для их установки в «блине» болгаркой вырезается окно по размерам колосника, который крепится с помощью четырех болтов и пары полосок металла.

После установки колосников приваривается днище печки — ее нижняя стенка. В корпусе печки металлическая заготовка устанавливается с отступом от края на 10-15мм.
Не менее ответственным этапом является установка днища водяного бака в верхнюю часть банной печи. Конструкцией банной печи из металла предусмотрено, что через центральную часть бака проходит труба отвода продуктов сгорания, и расположена она не соосно с цилиндрическим корпусом печи.
Важно! Приварить дымоход к нижнему основанию бака необходимо с дополнительным контролем геометрии взаимного расположения трубы и днища. Сварочный шов проваривается минимум дважды, только после этого нижняя стенка с дымоходом устанавливается в корпус банной печи и приваривается по контуру
Сварочный шов проваривается минимум дважды, только после этого нижняя стенка с дымоходом устанавливается в корпус банной печи и приваривается по контуру.
Верхняя крышка водяного бака выполняется легкосъемной, для ее крепления на корпусе печки можно использовать пару обычных фиксаторов или же просто придавить сверху тяжелым предметом. На дымоход можно одеть кольцо для уплотнения щели между отверстием в крышке и трубой.
На дымоход можно одеть кольцо для уплотнения щели между отверстием в крышке и трубой.
На завершающем этапе навешиваются дверки топочной камеры, поддувала и каменки. Окошко для очистки промежуточной камеры между каменкой и водяным баком лучше закрепить с помощью болтов, с использованием уплотнительной прокладки.
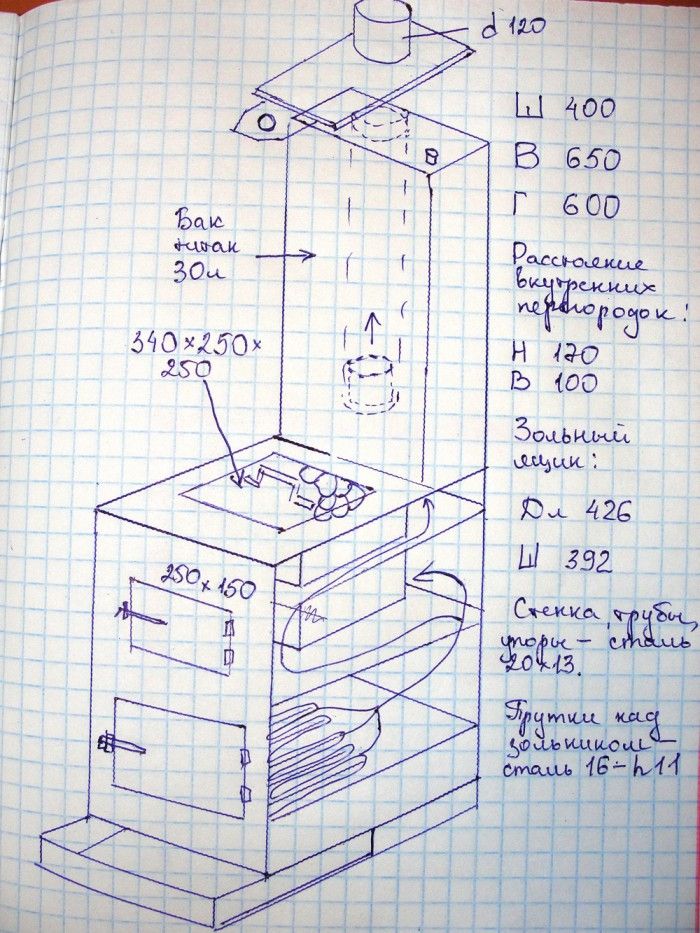
Металлическая печь для бани своими руками из трубы вертикальная
Преимущество модели в минимальном количестве швов. Кроме трубы, нужно будет немного листового металла на перегородки (толщина от 8 мм.).
Подготовительные работы
Заливается бетонный участок – фундамент. Его ширина должна быть чуть больше, чем диаметр будущего корпуса. Выставляется опалубка, выравнивается и утрамбовывается дно, засыпается слой щебня, заливается часть бетона. Затем укладывается арматура и заливается второй слой. Общая толщина основания = 20 см.
Изготовление печи
Роль дна может исполнять бетонное основание. Нижний край трубы хорошо выравнивается, чтобы конструкция не шаталась. В нижней части устанавливается дверца поддувала 7 х 20 см.
В нижней части устанавливается дверца поддувала 7 х 20 см.
Дальше крепится дно топочной камеры. Это может быть блин, с вставленной в него колосниковой решеткой, или сплошные ряды арматуры. Металл для этого участка стоит брать потолще – не менее 12 мм.
Пример банной печи из металла
Над поддувалом располагается дверца топки. Размеры отверстия 25 х 30 см. Если дверца будет выходить в соседнее помещение, приваривается прямоугольный короб такой толщины, которую подскажут стены в бане. Общая высота топки и поддувала = 90 см.
Если сделать колосник из уголка, расположив его канавкой кверху, он долго не прогорит.
Виды кирпичных каменок
По частоте использования делятся на два типа.
Постоянного действия
Отопительное оборудование имеет тонкие стенки и небольшой слой камней. Нагрев камней поддерживается на уровне 300–350 градусов. Стабильность температуры достигается с помощью подключенной автоматической системы регулирования.
Основные виды топлива – электричество, газ.
В электрических каменках нагрев можно уменьшать (увеличивать), изменяя силу тока, в газовых – регулируя объем поступаемого топлива.
Оба типа оснащены защитной автоматикой, которая при достижении нужного предела температуры отключает питание или наоборот усиливает его, когда огонь начинает гаснуть.
Установка и эксплуатация устройств происходит только с разрешения пожарной инспекции.
Топят печь до момента достаточного нагрева камней и образования пара.
На вид это закрытая электрическая печь, сверху нее – металлическая коробка со сложенными камнями. Нагрев выполняют ТЭНы – входят снизу через слой камней.
Усовершенствованные модели имеют мягкую систему нагрева. Раскладка камней не контактирует с вентиляционным воздухом, нагреваются они раздельным способом.
Важно обращать внимание на то, что с увеличением слоя камней растет выработка тепла и соответственно пара. В заводских моделях допускается изменять объем камней от 5 до 60 кг
Для получения сухого пара в саунах камней нужно минимально.
Периодического действия
Такие печи принято выкладывать утолщенной кладкой из кирпича. Объем используемых камней большой. Прочная кладка кирпича защищает наружную стенку от перегрева, позволяет долго удерживать тепло, сохраняя температуру на должном уровне внутри помещения.
Усиленная топка нагревает камни внизу до 1100 градусов, верхний слой – до 600 градусов (становятся малинового цвета). Сажа, пыль выжигаются полностью.
Для твердого топлива
В таких каменках топливник и дымообороты отделены от камней плитой из чугуна или стенкой. Перегородка не дает продуктам сгорания попадать в баню, на камни не оседает сажа. Средняя каменка способна отопить парную объемом до 10 куб. м, поддерживая температуру в помещении до 140 градусов. Устройство с двойными боковыми стенками, через их щели происходит обмен и нагрев воздуха.
Компактная (малогабаритная)
Самодельный вариант малогабаритки несложно получить из печи-прачки. Только вместо воды в бак укладывают камни.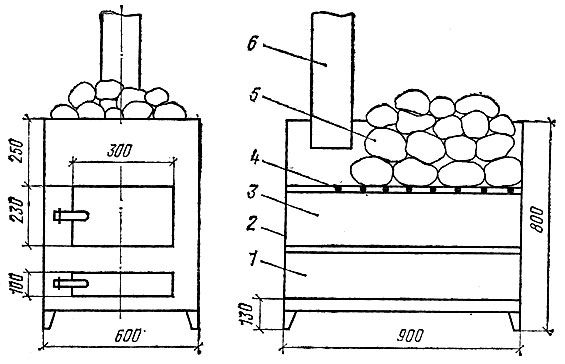 А воду, когда нужно, греют в ведре, ставя его сверху камней.
А воду, когда нужно, греют в ведре, ставя его сверху камней.
Минус малогабаритки – тонкие стенки топки. Решение – обложить кирпичной кладкой, оставив щели для воздухообмена.
Собирать своими руками рекомендуется из стальных листов толщиной 3–5 мм.
Со встроенным баком для воды
Наиболее эффективными считаются печи с двойными стенками. Зазор между стенками применяется для нагрева воды. Кроме того, рядом с печкой можно поставить дополнительный бак с водой.
Он располагается сверху или снизу конструкции.
Сверху
Для усиления скорости нагревания камней в нижний слой допускается добавлять чугунный лом. Плиту можно ставить как цельной, так и делать сборной. Рекомендуемая толщина плиты – от 10 мм. Чтобы быстрее прогревалась печь снизу, по задней части кирпичной кладки необходимо сделать дымообороты. Для этого берут стальные пластины, делят ими внутреннюю полость на два канала: опускной и подъемный. Вставляют их в зазор между кирпичами.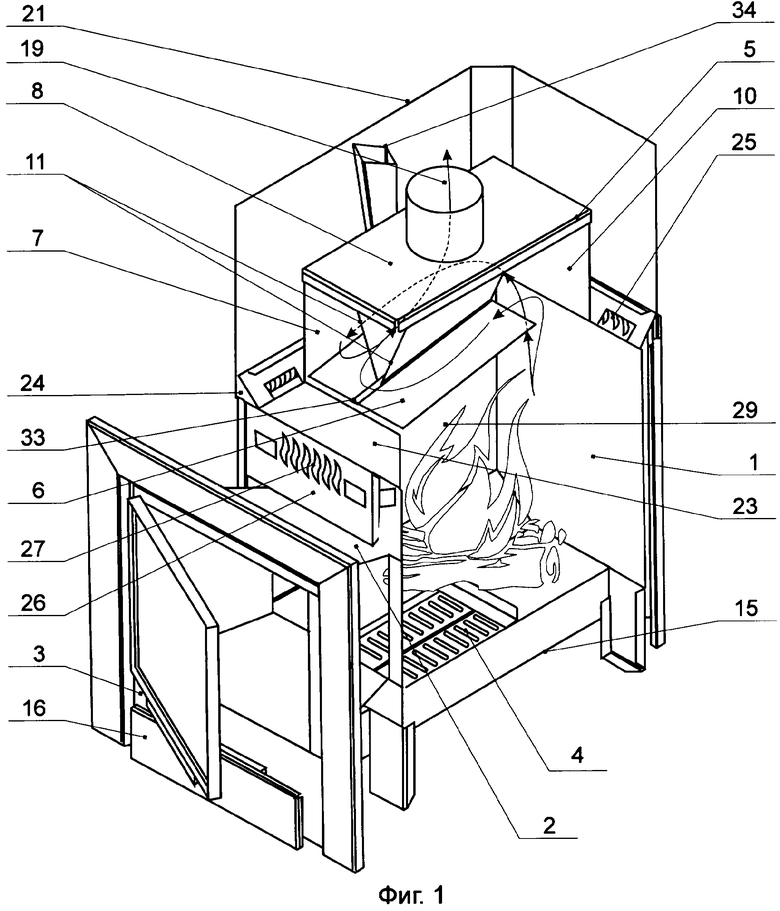 На 8 ряду пластину нужно загнуть, чтобы ее получилось незаметно заделать между кирпичами.
На 8 ряду пластину нужно загнуть, чтобы ее получилось незаметно заделать между кирпичами.
Вверху печи камни выступают, поэтому подъемный канал оформлен в виде зигзага.За счет такой формы повышается теплоотдача. Вверху канала ставится заслонка. Бак с водой, камни накрывают небольшой стальной или железной крышкой.
Снизу
В таком устройстве размеры топки увеличены. Больше и объем камеры для камней – 50 л. Для удобства растопки внизу есть заслонка.
Поскольку бак торцом выходит к топке, по бокам, внизу соприкасается с горячими газами, нагрев воды ускоряется в разы.
Чтобы выполнить укладку верхних кирпичей, емкость закрывают сверху на большую часть длины. Вполне хватит стальной пластины.
Когда нижняя заслонка открыта, дымовые газы сразу выходят в дымоход, не попадая в дымообороты. Поэтому как только печь набрала нужную температуру и установился стабильный процесс горения, заслонку снизу закрывают. Камни с баком прикрывают откидными крышками.
Перегородку проще сделать из чугунного котла. Его поверхность будет омываться дымовыми газами, поэтому камни, расположенные внутри, быстро нагреются. Топливник обкладывают огнеупорным кирпичом, так что в качестве топлива можно применять уголь.
Его поверхность будет омываться дымовыми газами, поэтому камни, расположенные внутри, быстро нагреются. Топливник обкладывают огнеупорным кирпичом, так что в качестве топлива можно применять уголь.
Виды дровяных печек: чугунные, стальные, кирпичные
Материал, из которого изготовляется печь, имеет решающее значение как для скорости теплообмена, а следовательно, и времени нагрева парной, так и для срока службы той или иной печи.
Основное деление можно провести так: есть печи кирпичные (кладочные) и есть металлические.
Кирпичные
Их считают самыми правильными для русской бани, но не для сауны. Высокая теплоемкость кирпича не дает перегреть воздух парной на протяжении тех долгих часов, пока камни в закрытой каменке доходят до температуры, способной дать легкий пар.
Масса кирпича печи вместе с дымоходом может быть весьма велика – полторы тонны, например. Поэтому такая печка просто не может обойтись без собственного фундамента. А все вместе – кирпич, работа профессионального печника, фундамент – делают ее одной из самых дорогих банных обогревателей.
КСТАТИ! Такие печи маленькими не бывают, поэтому ставят их в относительно просторных семейных или семейно-гостевых банях (если говорить о частных парилках).
Стальные
Полная противоположность кирпичной печке – стальная. Делаются они из тонкой стали, толщиной от 2 мм. Понятно, что такая модель может быть не просто компактной, но даже и миниатюрной, хотя с отсеком для дров совсем крохотными они быть не могут.
С другой стороны, известно, что длительный нагрев приводит к тому, что железо окисляется, покрывается окалиной и разрушается, образуя дыры в корпусе.
НА ЗАМЕТКУ! В стальных печках большое значение имеет марка стали, из которой она изготовлена. Конструкционные стали прогорают быстро. Легированные (нержавейки) тоже прогорят, но не так скоро. Лучшими считаются стали с высоким содержанием хрома.
Кстати, экономия металла – не единственная причина, по которой изготовители делают стенки тонкими. Такая печь еще и быстро прогревается сама, а следом за ней и вся парная.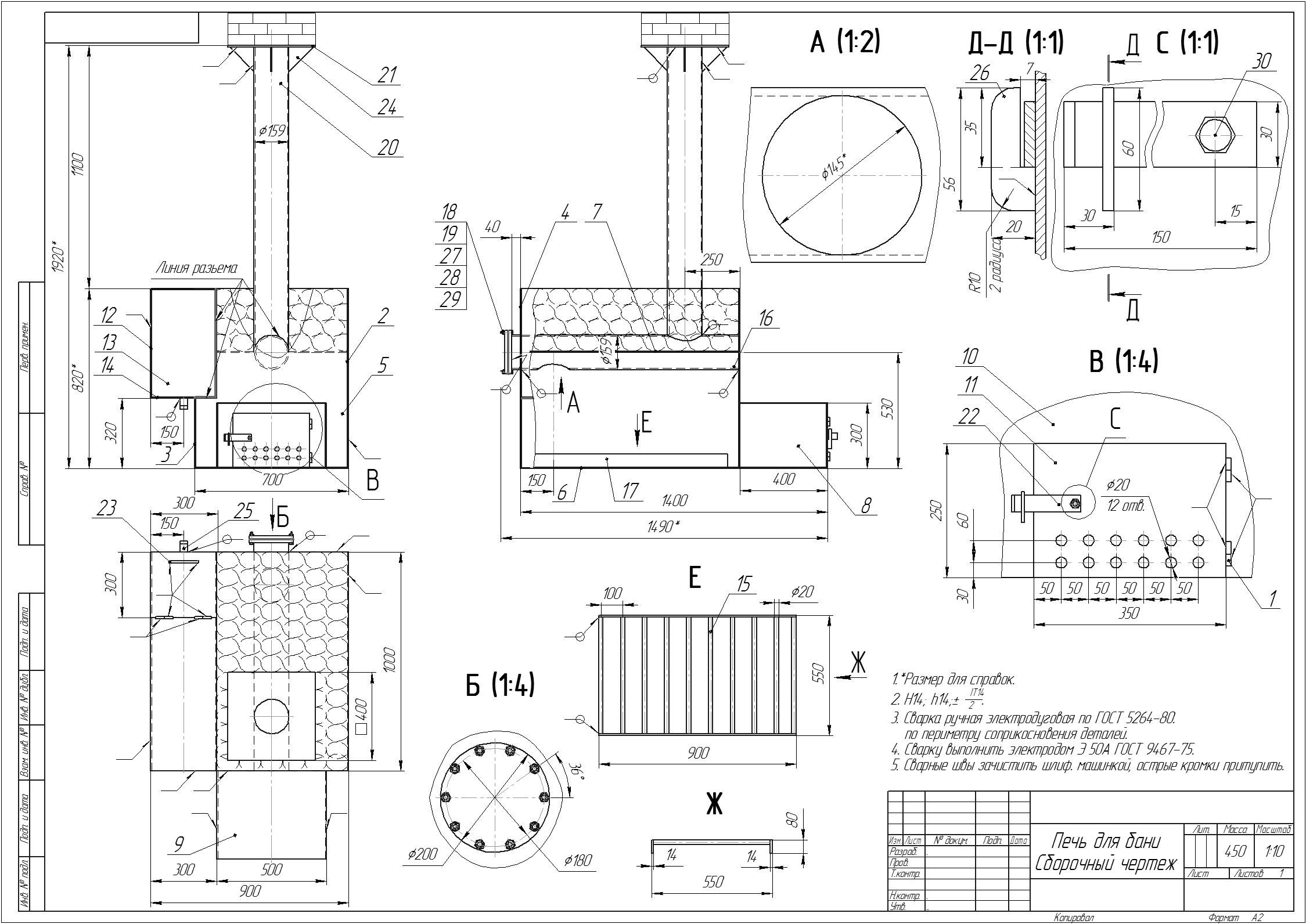 В сауне тонкостенная печь более чем уместна.
В сауне тонкостенная печь более чем уместна.
Чугунные
Толщина стенки или перекрытия чугунной печи больше, чем у стали. Но и тут важную роль для долговечности играет марка чугуна.
К СВЕДЕНИЮ! Лучшие марки чугуна – жаропрочные, легированные.
В наше время компаниям гораздо проще работать со сталью, чем с чугуном, поэтому количество моделей на рынке из этого сплава довольно ограничено. Тем не менее, спрос на них никогда не падает. Потому что считается, что чугунная печь хороша для русской бани почти так же, как кирпичная.
Разумеется, в русской бане и чугунную печку просто так зачастую не ставят, хотя теплоемкость чугуна выше, чем у стали. Окружают ее экраном из кирпича. Причем так окружат, что со стороны будет смотреться как настоящая кирпичная печь. В этом случае тоже придется заранее позаботиться о том, чтобы под печкой был надежный фундамент.
Чугунные печи для сауны на дровах – это лишнее, если, конечно, во главу угла не поставлена долговечность агрегата.
Особенности: плюсы и минусы
Настоящий ценитель русской бани предпочтет, конечно, кирпичную печь, она долго держит тепло, с её помощью воздух в бани создается более влажным. Эти характеристики благотворно влияют на здоровье человека, что, несомненно, является преимуществом русской бани. Такую печь растопить дровами до нужной температуры – дело хлопотное и займет оно от 3 часов до суток. Она требует серьезного, регулярного ухода, ее надо чистить каждый год, перебирать, промазывать хотя бы раз в 2-3 года, для этого тоже нужен специалист и немалые деньги. Также необходим основательный запас дров.
Самодельные печи разнообразны в своей конструкции и зависят от размеров бани, фантазии, возможностей и главное, от предпочтений хозяина. В финской бане температура воздуха достигает 85 градусов, а влажность воздуха небольшая – от 5 до 15%. В русской традиционной бане температура воздуха должна держаться 55-65 градусов, а влажность воздуха – до 60%. Вот от этого и будут зависеть конструктивные особенности этих изделий для бани.
В финской бане для оптимального прогрева помещения нужна большая топочная часть, которая прогревает окружающий её воздух. Для такой печи каменку делать необязательно, а если ее и делают, то маленькую и не закрытую, ведь пара в такую баню много не надо.
В русской бане печь, напротив, должна производить как бы туман температурой 150 градусов. Получить такой эффект можно с помощью камней, накалённых не менее чем до 500 градусов, желательно в закрытой большой каменке, устроенной сверху топки.
Какой результат необходимо получить от печки из металла:
- быстрота прогревания парилки;
- дольше поддерживать тепло в печи и бане – это поможет добиться увеличения размеров топки и (или) создание каменки, устроенной внутри или снаружи печи;
- экономия место в парной;
- безопасность.
Разновидности
С баком для воды
Несколько слов про металлические печи для бани, дровяные, с баком для воды. Бак для воды – полезное приспособление, когда нет централизованного горячего водоснабжения, но нам не привыкать, да? Поэтому будем выбирать такие дровяные металлические печи для бани, которые приспособлены для установки баков. Описания годных печек в статье «Какая из печей для бани с баком для воды подойдет для вашей парилки».
Бак для воды – полезное приспособление, когда нет централизованного горячего водоснабжения, но нам не привыкать, да? Поэтому будем выбирать такие дровяные металлические печи для бани, которые приспособлены для установки баков. Описания годных печек в статье «Какая из печей для бани с баком для воды подойдет для вашей парилки».
С теплообменником
Может быть еще печка для бани железная с теплообменником. Если же хозяину больше по душе выносной бак, который и помещение заодно обогреет, то стоит задуматься о печке с теплообменником – именно в нем происходит нагрев воды, которая затем поступает в выносной бак. Разновидности конструкций вы найдете в статье «Выбираем печь для бани с теплообменником для воды и отопления».
Печь-камин
Рассмотрим еще вкратце такие железные печи-каменки для бани: печь-камин. Приятное дополнение к удачной печке – большое каминное стекло или портал. Главное – правильно выбрать: чтобы крепление стекла было правильное (не точечное), чтобы присутствовала какая-то из систем самоочищения стекол (в противном случае придется постоянно оттирать копоть вручную). О том, из чего приходится выбирать – наша статья «Выбираем печь-камин для бани: варианты и нюансы с дверкой, советы по самостоятельному возведению».
О том, из чего приходится выбирать – наша статья «Выбираем печь-камин для бани: варианты и нюансы с дверкой, советы по самостоятельному возведению».
Печи для сауны
Финская баня – основное место применения железных печей-каменок. Они идеально подходят друг другу. И это открывает широчайшие возможности для выбора – качество пара не имеет значения (сауна – баня суховоздушная), нагрев допустим до высоких температур. В общем, все, что проще в изготовлении и применении – желанный гость в этой бане. Хотите узнать, на что же ориентироваться при выборе – читайте статью «Печь для сауны».
Дровяные
Конструкция печи из металла для русской бани
У русской бани есть несколько требований к печам, одно из которых – чисто конструкционное. Скажем так: если этой детали в конструкции печи из металла не будет, то ее вообще нет смысла ставить в русскую парную. Что это за деталь и каким вообще должна соответствовать печка в русской бане – читайте в статье «Особенности печей для русской бани».
Печь для русской бани с закрытой каменкой
Ну, выше мы, наверное, зря так жестко интриговали по поводу секретов печи для русской бани. На самом деле все очень просто: в ней обязательно должна присутствовать закрытая каменка. Популярностью пользуются чугунные и кирпичные печи с закрытой каменкой. Не все производители на рынке делают такие. Поэтому стоит познакомиться поближе с теми, кто делает и выяснить, какие модели лучше. Загляните в статью «Выбираем лучшие печи для русской бани: модели с закрытой каменкой и рейтинг лучших печей».
Конструкция банной печи из металла для парилки
Для дачной парилки годятся самые разные конструкции печей из металла. Главное – чтобы владелец точно знал свои предпочтения и они были учтены в этой самой конструкции.
Кому нравится русская парная – выбирают печи с закрытыми каменками, облицованные со всех сторон кирпичом. Остальные выбирают между верхним и нижним розжигом, вертикальной и горизонтальной конструкцией и другими нюансами.
Тому, какую печку вообще можно поставить в парилку мы посвятили статью «Виды печей для парилки: на дровах, на газу и электропечи».
Металлические печи для бани из трубы
Одно из крайне популярных решений при самодельном изготовлении металлической печи для бани – воспользоваться промышленной трубой большого диаметра – обычно полуметрового. Но не думайте, что подкупает исключительно простота изготовления. Тепло распространяется радиально, поэтому цилиндрическая форма – это максимальное приближение к идеалу. Вот почему металлические печи для бани из трубы— отличное решение.
Хотите узнать больше, познакомиться со схемами, примериться к созданию своей печки – читайте «Печь для бани из трубы».
Требования к металлическим источникам тепла
При самостоятельном изготовлении печи важно держать под рукой необходимые инструменты, набор чертежей для строительства банных самодельных печей и обладать опытом сварщика. При работе с листами стали учитывайте, что при температуре в +150 градусов происходит изменение свойств железа, при +250 пропадает его выносливость при постоянных нагрузках, а при +550 сталь становится темно-коричневого цвета, что свидетельствует об изменении линейных свойств
Цветовая палитра каления стали Учет названных нюансов обеспечит:
- продолжительную аккумуляцию тепловых масс;
- прогрев бани и поднятие в ней температурного режима в короткий срок;
- высокий уровень безопасности для моющихся людей.

Кроме того, для таких печей не потребуется много места благодаря их небольшим размерам.
Неспеченная сталь с печами с открытой ванной
ПЕЧИ
Неспеченная сталь с открытыми печами с ванной
Металлургический сектор является вторым по величине промышленным источником выбросов CO2 и отвечает примерно за 7% глобальных выбросов CO2.[1,2 ] Учитывая Парижское соглашение 2015 года, обезуглероживание производства стали имеет неотложное значение для поддержки ограничений глобального потепления.[3] Учитывая это, печь с открытой ванной становится все более важным решением для достижения целей декарбонизации. Бретт Белфорд1, Леандер Рейтер2 и Тим
Клейер3
1. Старший специалист отдела, зеленая сталь; 2. Специалист по исследованиям и разработкам, зеленая сталь; 3. Руководитель направления «зеленая сталь», SMS group в Дюссельдорфе
В цепочке создания стоимости сталеплавильного производства цель сокращения выбросов CO2 на этапе производства чугуна в традиционной доменной печи (ДП) – кислородно-конвертерная печь (КК) открывает самые большие возможности. На маршрут BF-BOF приходилось 73% стали, произведенной в 2020 году.[4] При среднем следе 1,9 CO2, экв. на тонну нерафинированной стали[5,6], сокращение выбросов в этом доминирующем секторе обеспечивает наибольшее сокращение.
На маршрут BF-BOF приходилось 73% стали, произведенной в 2020 году.[4] При среднем следе 1,9 CO2, экв. на тонну нерафинированной стали[5,6], сокращение выбросов в этом доминирующем секторе обеспечивает наибольшее сокращение.
Рис. 1
В гонке за обезуглероживание производства чугуна появляется множество вариантов технологий. Но чтобы быть жизнеспособным кандидатом в краткосрочной и среднесрочной перспективе, технология должна: 1. Обеспечить существенное сокращение выбросов CO2 по сравнению с традиционным маршрутом BF-BOF. 2. Быть в состоянии непосредственной технической готовности. 3. Быть способным производить миллионы тонн чугуна в год. 4. Быть способным производить шлак с добавленной стоимостью в качестве побочного продукта. 5. Замените заводы по производству чугуна на существующих объектах, чтобы обеспечить адаптацию старых месторождений, одновременно интегрируясь с существующими маршрутами вверх по течению для кратчайшего времени выхода на рынок полученных сталей. 6. Предложите операционную стоимость, сравнимую с существующими процессами. 7. Предлагаем проверенную универсальность в переработке низкосортной железной руды. 8. Предлагать возможности для будущего использования неископаемых полезных ископаемых и сырья, таких как водород и биоуглерод.
6. Предложите операционную стоимость, сравнимую с существующими процессами. 7. Предлагаем проверенную универсальность в переработке низкосортной железной руды. 8. Предлагать возможности для будущего использования неископаемых полезных ископаемых и сырья, таких как водород и биоуглерод.
В гонке за углеродную нейтральность количество технологий, отвечающих перечисленным выше критериям, ограничено. Одним из ведущих кандидатов является сочетание хорошо зарекомендовавшего себя метода прямого восстановления железа с использованием шахтной печи, работающей на природном газе (установка прямого восстановления/DRP), в сочетании с электропечью с открытой ванной (OBF). Альтернативные конфигурации, включающие OBF, можно комбинировать с другими технологиями восстановления, производящими сырье DRI.
Эта статья призвана подчеркнуть безотлагательность потребности в зрелых технологиях для инициирования и поддержания обезуглероживания стали и предложить OBF в качестве кандидата для краткосрочного развертывания, резюмируя его ключевые характеристики и преимущества.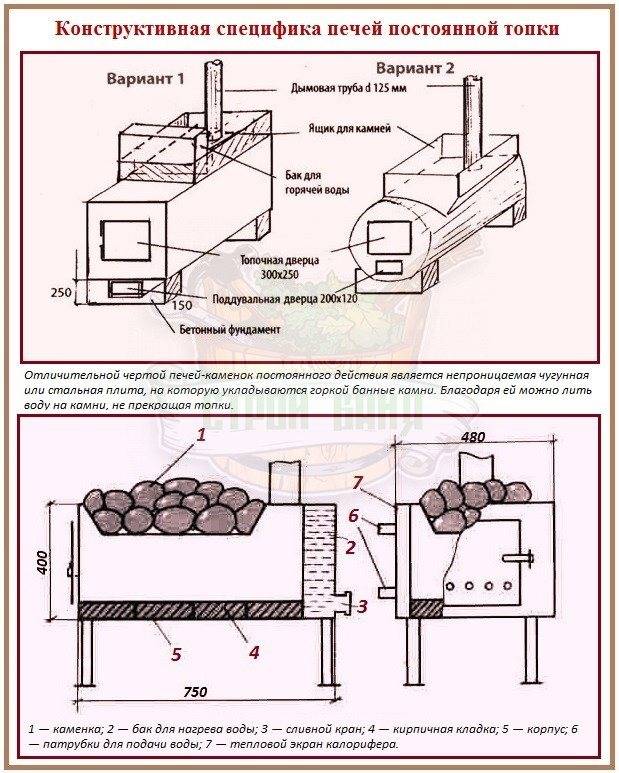
Поставленная задача
Неотложная задача обезуглероживания стали очень важна. Международное энергетическое агентство (МЭА) прогнозирует, что мировая сталелитейная промышленность должна сократить общие выбросы как минимум на 50% к 2050 году[2,7]. расти из-за роста населения по крайней мере до 2050 года. Соответствующие сценарии, разработанные МЭА, можно увидеть на рис. 2.
При сравнении текущих национальных целевых показателей чистого нуля с соответствующим национальным интегрированным производством стали в 2020 г. каждый год с сегодняшнего дня до 2050 г. необходимо обезуглероживать колоссальные 35–37 млн тонн продукции, чтобы достичь этих целевых нулевых показателей (рис. 3).
Повышение доступности металлолома и коэффициента извлечения в сочетании с увеличением доли производства вторичной стали позволит частично сократить выбросы за счет имеющихся технологий и процессов.
В целом ограниченная доступность стального лома ограничивает этот потенциал сокращения выбросов. Подача руды с низким содержанием пустой породы для прямого восстановления на природном газе или водороде и немедленной плавки в электродуговой печи (маршрут NG DRI-EAF или h3 DRI-EAF) страдает от той же проблемы, но с прогнозируемым снижением доступности и качества сырья. Согласно рис. 4, МЭА прогнозирует общую долю производства в 380 млн т/год на основе железа прямого восстановления, из которых более 50% придется перерабатывать в плавильных печах с электровосстановлением из-за недостаточного количества богатой руды для экономичной плавки ЭДП.
Подача руды с низким содержанием пустой породы для прямого восстановления на природном газе или водороде и немедленной плавки в электродуговой печи (маршрут NG DRI-EAF или h3 DRI-EAF) страдает от той же проблемы, но с прогнозируемым снижением доступности и качества сырья. Согласно рис. 4, МЭА прогнозирует общую долю производства в 380 млн т/год на основе железа прямого восстановления, из которых более 50% придется перерабатывать в плавильных печах с электровосстановлением из-за недостаточного количества богатой руды для экономичной плавки ЭДП.
Опыт и краткосрочные инструменты для обезуглероживания стали
На фоне огромной задачи становится очевидным, что необходимо добиться немедленного прогресса. Для успешного развертывания крупномасштабной установки DRP-OBF в краткосрочной перспективе квалифицированные поставщики должны продемонстрировать ключевые качества, которые уже укоренились в их организации: 1. Базовые знания о конструкции и эксплуатации маршрута BF-BOF. 2. Собственные знания по проектированию, строительству и эксплуатации МРП и электролизных плавильных заводов.
2. Собственные знания по проектированию, строительству и эксплуатации МРП и электролизных плавильных заводов.
ПЕЧИ
Рис. 1. Доля мирового производства нерафинированной стали по технологическим маршрутам в 2020 г.[4] Рис. 2. Возможное будущее мировое производство стали с соответствующими целевыми показателями выбросов CO2
Рис. 3. Производство сырой стали по маршруту доменного и конвертерного производства по регионам в сочетании с национальными/региональными чистыми нулевыми целями.[4]
3. Проверенные референции для DRP с высокой пропускной способностью с использованием сырья с низким содержанием железа. 4. Проверенные референции по технологии мощных электрических восстановительных печей. 5. Проверенные рекомендации по лучшим доступным технологиям сокращения выбросов и грануляции.
Являясь ведущим поставщиком сталеплавильных заводов, SMS group имеет уникальную возможность предложить значительно обезуглероженный процесс производства чугуна. Эта возможность основывается на многопроцессорной базе знаний, представленной на рис. 5, которая дополняет перечисленные выше факторы для краткосрочного развертывания установок DRP-OBF.
Эта возможность основывается на многопроцессорной базе знаний, представленной на рис. 5, которая дополняет перечисленные выше факторы для краткосрочного развертывания установок DRP-OBF.
Чтобы дополнить прочную основу каждого из основополагающих элементов технологического маршрута DRPOBF, SMS group на сегодняшний день провела многочисленные исследования зеленого железа для ведущих международных производителей стали, стремящихся определить дорожные карты обезуглероживания для своих отдельных площадок и условий. Каждое из этих исследований уникально, не существует универсального решения для каждого клиента или для каждого сайта.
На макроуровне регион, в котором расположен завод, определяет график обезуглероживания, влияя на доступность и цены на сырье и коммунальные услуги, определяя будущие связи с экологически чистой энергией и водородными сетями, а также определяя выбор технологий для управления. «зеленая» обработка потоков отходов.
Рис. 4. Расчетные доли производства стали по маршрутам в 2050 г. при суммарном прогнозе 2000 млн т куб. в год[2]
при суммарном прогнозе 2000 млн т куб. в год[2]
ПЕЧИ
Рис. 5. Ассортимент технологий SMS group для первичной стадии производства стали
Рис. 6. Конфигурация трех кольцевых OBF, связанных с соответствующим DRP мощностью 2,5 млн т/год
Кроме того, региональные цены на выбросы CO2 и влияние региональных импортных барьеров для сталей с высоким выбросом CO2 будут продолжать изменять средние и долгосрочные эксплуатационные расходы определенных производственных маршрутов.
Сочетание ключевых возможностей SMS group для немедленного развертывания альтернативного производства чугуна в сочетании с растущим опытом практического применения этой технологии на реальных предприятиях делает нас ведущим партнером для принятия краткосрочных решений и реализации обезуглероживания существующих интегрированные или «зеленые» металлургические заводы.
Технология печи с открытой ванной и ее пригодность в качестве основной альтернативы производству чугуна.
Основным преимуществом DRP-OBF является то, что его можно использовать в рамках интегрированного маршрута или установить на новой площадке. Комбинация DRP и OBF заменяет доменную печь и связанные с ней агломерационные, печные и коксовые установки. Идеальное сочетание DRP и связанных с ним OBF состоит в том, чтобы они были установлены сразу рядом друг с другом. Это позволяет подавать DRI при повышенной температуре непосредственно в OBF, используя ощутимую энергию для снижения удельного энергопотребления.
Верхний предел производительности OBF с одного сосуда в настоящее время ограничивается производством около 1,5 млн. тонн чугуна в год. Текущий подтвержденный потолок производства DRP в шахтной печи составляет 2,5 млн т/год DRI. Жизнеспособной компоновкой для такой конфигурации является отдельно стоящая DRP, соединенная через конвейер горячей подачи как минимум с двумя OBF. На рис. 6 представлена схема трех кольцевых OBF, связанных с DRP мощностью 2,5 млн т/год. Альтернативная конфигурация, связанная с той же пропускной способностью DRP, может состоять только из двух прямоугольных OBF. Любая конфигурация может удовлетворить требуемую пропускную способность, при этом окончательное решение часто зависит от конкретных потребностей данного сайта.
Альтернативная конфигурация, связанная с той же пропускной способностью DRP, может состоять только из двух прямоугольных OBF. Любая конфигурация может удовлетворить требуемую пропускную способность, при этом окончательное решение часто зависит от конкретных потребностей данного сайта.
OBF имеет явное преимущество, заключающееся в том, что его можно отделить от предшествующего этапа производства DRI. OBF может принимать металлическое сырье в виде ГБЖ или ПВЖ, которое производится в альтернативном месте и транспортируется к месту плавки.
Еще одним преимуществом является то, что продукция OBF во многом имитирует продукцию доменной печи. Как видно из Таблицы 1 и Таблицы 2, свойства чугуна и шлака сопоставимы. Специально для шлака в OBF можно дозировать флюсы для точной настройки состава шлака. Кроме того, процесс DRP-OBF не ограничивается подачей сырья из источника высококачественных окисных гранул. Природа восстановительной среды в OBF означает, что комбинация DRP-OBF может потреблять окатыши BF с большим количеством пустой породы
Рис.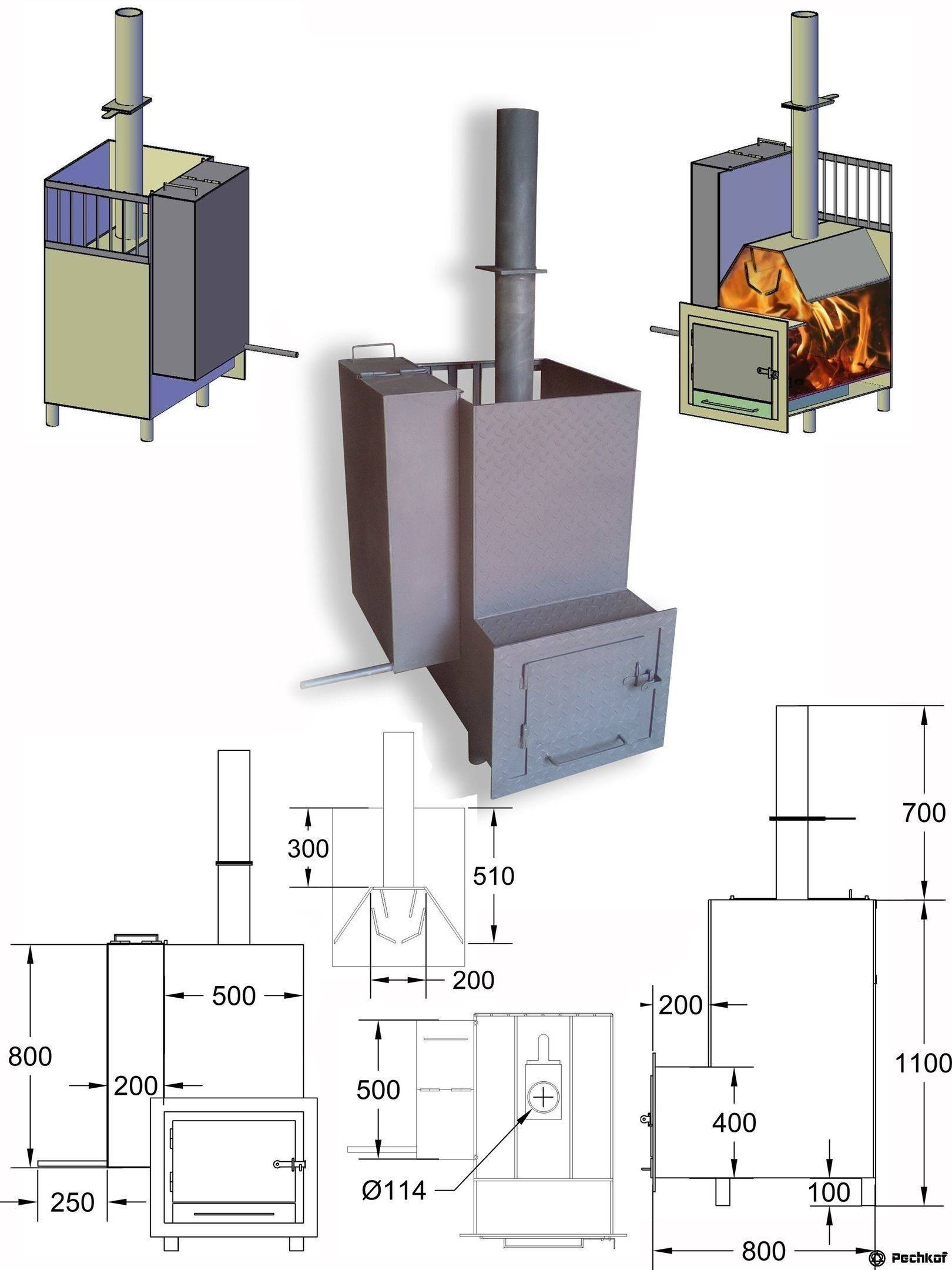 7. Распределение мирового производства железной руды по содержанию железа с заданными диапазонами пригодности для процессов ЭДП и ДКП
7. Распределение мирового производства железной руды по содержанию железа с заданными диапазонами пригодности для процессов ЭДП и ДКП
ПЕЧИ
Элемент Доменная печь [% масс.] Печь с открытой ванной [% масс. ]
C 4,5 4,5 Si 0,75 <0,5 Mn 0,13 – 0,15 0,14 S 0,02 – 0,025 0,025 – 0,03 P 0,10 – 0,12 0,02 – 0,03
Fe Температура выпуска
94,6 – 94,8 1480 – 1500 °C
94,7 – 94,8 1490 – 1510 °С
Таблица 1. Элементный состав чугуна доменной печи и чугуна открытой ванны
Компонент шлака Доменная печь [% масс.] Печь с открытой ванной [% масс.] 3 – 0,5 0,75 – 0,80 40,5 – 41,5 36,5 – 37,5 7,0 – 7,5 10,5 – 11,0 0,6 – 0,7 0,50 – 0,60 прогнозируемый рост спроса на сталь, текущий выброс CO2 доминирующего интегрированного сталелитейного маршрута должен быть снижен. Этого можно достичь за счет сокращения выбросов на стадии производства чугуна с интенсивным выбросом CO2. Готовая к рынку комбинация DRP-OBF предлагает производство подходящего количества высококачественного чугуна, который может быть интегрирован в существующие сталелитейные производства.
 Более того, эта технология может быть развернута немедленно. В будущем возможно дальнейшее сокращение выбросов CO2 на тех же установках DRP-OBF за счет интеграции источников зеленого водорода и биоуглерода. �
Более того, эта технология может быть развернута немедленно. В будущем возможно дальнейшее сокращение выбросов CO2 на тех же установках DRP-OBF за счет интеграции источников зеленого водорода и биоуглерода. �
Каталожные номера
MnO *TiO2 Другое Температура выпуска
0,15 – 0,20 0,60 – 0,65 0,8 1500 – 1550 °C
* TiO2 в конце шлак приводится в движение сырьевыми материалами. 0,20 – 0,25 0,50 – 0,60 2 1550 °C
Таблица 2. Состав шлака доменной печи и шлака открытой ванны
и до сих пор дают высокие выходы и доменные шлаки с содержанием FeO менее 1 мас.%.
На рис. 7 представлены диапазоны пригодности мировых железных руд для процессов ЭДП и OBF. Пролет, подходящий для OBF, виден от источников железной руды с общим содержанием железа от 58% Fe до самого высокого качества.
В дополнение к горячему ПВЖ, подаваемому в OBF, до 5% материала, подаваемого в OBF, может состоять из агломерированных отходов или сыпучего лома, как показано на рис.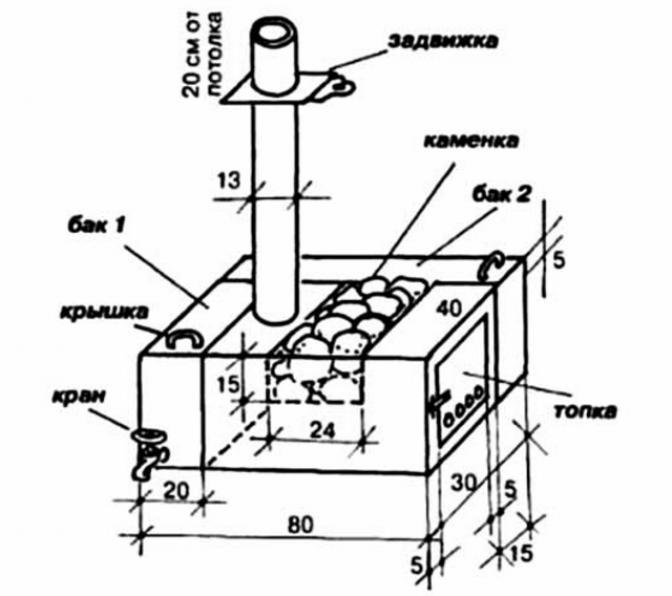 8. Это позволяет сталелитейным заводам потреблять отходы, возникающие в результате их существующие установки путем использования недорогого процесса агломерации для подготовки их к добавлению в печь. Шлам конвертерного конвертера и прокатная окалина являются популярными факторами, а также любые потоки отходов с высоким содержанием флюсующих компонентов, таких как CaO. Добавление отходов и металлолома в печь приводит к снижению мощности, при этом 1% подачи отходов приводит к увеличению реальной мощности OBF на 2–3%.
8. Это позволяет сталелитейным заводам потреблять отходы, возникающие в результате их существующие установки путем использования недорогого процесса агломерации для подготовки их к добавлению в печь. Шлам конвертерного конвертера и прокатная окалина являются популярными факторами, а также любые потоки отходов с высоким содержанием флюсующих компонентов, таких как CaO. Добавление отходов и металлолома в печь приводит к снижению мощности, при этом 1% подачи отходов приводит к увеличению реальной мощности OBF на 2–3%.
Возможность получения доменного шлака, который можно использовать в качестве заменителя клинкера в цементной промышленности, нельзя упускать из виду. Он предлагает владельцу завода желаемый, продаваемый побочный продукт, тем самым повышая потенциал эксплуатационных расходов и значительно сокращая выбросы CO2 в цементной промышленности.
Учитывая, что для приема и обработки потока HDRI от крупнейших DRP требуется несколько OBF, неотъемлемым преимуществом является гибкость врезки горячего металла.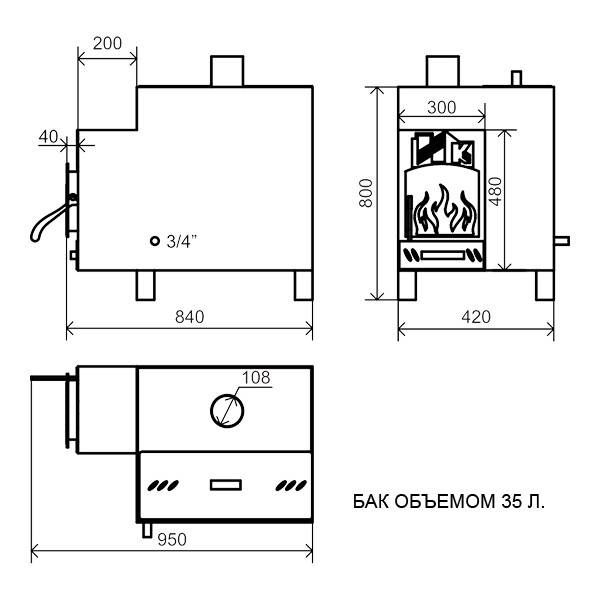 Несколько выпускных отверстий, последовательность выпуска и количество могут быть отрегулированы для точного соответствия требованиям последующего металлургического завода с меньшей зависимостью от буферизации горячего металла, характерной для существующих доменных печей.
Несколько выпускных отверстий, последовательность выпуска и количество могут быть отрегулированы для точного соответствия требованиям последующего металлургического завода с меньшей зависимостью от буферизации горячего металла, характерной для существующих доменных печей.
Заключение
Ограничения Парижского соглашения в отношении глобального потепления и цели достижения нулевого уровня выбросов в регионе ставят перед производителями стали огромное давление, требующее скорейшего обезуглероживания. Сопровождается номером
. [1] H. Ritchie, M. Roser, P. Rosado, Our World in Data 2020. [2] Международное энергетическое агентство, Дорожная карта технологии черной металлургии: На пути к более устойчивому производству стали, OECD 2020. [3] UNFCCC , в Рамочной конвенции Организации Объединенных Наций об изменении климата, 2015 г. [4] Всемирная ассоциация производителей стали, World Steel in Figures 2021, Брюссель, Бельгия, 2021 г. [5] World Steel Association, Показатели устойчивого развития: отчет за 2021 г. , Брюссель, Бельгия, 2021 г. [6] Всемирная ассоциация производителей стали, Вклад сталелитейной промышленности в развитие низкоуглеродного будущего и устойчивых к изменению климата обществ: документ с изложением позиции World Steel, Брюссель, Бельгия, 2018 г. К. Цзян, А. Реви, Дж. Рогель, Дж. Рой, Д. Шинделл, В. Солеки, М. Тейлор, П. Чакерт, Х. Вайсман, Техническое резюме: Специальный отчет МГЭИК о воздействии глобального потепления на 1,5 °C, 2018 г. [8] Р. Хасленер, Б. Стелтер, Н. Осио, Сталь как модель устойчивой металлургической промышленности в 2050–2015 гг.
, Брюссель, Бельгия, 2021 г. [6] Всемирная ассоциация производителей стали, Вклад сталелитейной промышленности в развитие низкоуглеродного будущего и устойчивых к изменению климата обществ: документ с изложением позиции World Steel, Брюссель, Бельгия, 2018 г. К. Цзян, А. Реви, Дж. Рогель, Дж. Рой, Д. Шинделл, В. Солеки, М. Тейлор, П. Чакерт, Х. Вайсман, Техническое резюме: Специальный отчет МГЭИК о воздействии глобального потепления на 1,5 °C, 2018 г. [8] Р. Хасленер, Б. Стелтер, Н. Осио, Сталь как модель устойчивой металлургической промышленности в 2050–2015 гг.
Рис. 8. Цепочка оценки DRP-OBF, показывающая обращение отходов и металлолома
ТЕПЕРЬ ДОСТУПНА ЦИФРОВАЯ + ПЕЧАТНАЯ ПОДПИСКА
Получите самую информативную информацию о сталелитейной промышленности прямо в свой почтовый ящик. Подписка включает восемь выпусков в год, годовой справочник, два дополнительных цифровых приложения и многое другое!
Металлы | Бесплатный полнотекстовый | Интеграция печи с открытой шлаковой ванной с реакторами прямого восстановления для сталеплавильного производства нового поколения
Основные технологические операции включают шахту DR, установку риформинга, скруббер верхнего газа, компрессоры продуктового газа и теплообменники. Установка риформинга позволяет обрабатывать природный газ, давая энергию, необходимую для производства синтез-газа. Верхний скруббер позволяет уменьшить водяной пар внутри реактора, чтобы контролировать температуру во время восстановительных операций. На самом деле температуру и давление внутри реактора можно легко контролировать. Впрыск ПГ может осуществляться на разных стадиях процесса: ПГ в качестве ввода в газ риформинга, в качестве энерговклада для нагрева установки риформинга или нагревателя восстановительного газа, а также непосредственно в шламовый газ перед входом в шахтную печь. В этой конфигурации водород впрыскивается в природный газ перед обработкой в установке риформинга. Когда вместо природного газа используется водород, установка риформинга заменяется нагревателем газа, представляющим собой комбинацию модели газовой горелки, смесителя и теплообменника (это основное решение, разработанное для установок Midrex). Энергия, подводимая к нагревателю, также может быть обеспечена ПГ.
Установка риформинга позволяет обрабатывать природный газ, давая энергию, необходимую для производства синтез-газа. Верхний скруббер позволяет уменьшить водяной пар внутри реактора, чтобы контролировать температуру во время восстановительных операций. На самом деле температуру и давление внутри реактора можно легко контролировать. Впрыск ПГ может осуществляться на разных стадиях процесса: ПГ в качестве ввода в газ риформинга, в качестве энерговклада для нагрева установки риформинга или нагревателя восстановительного газа, а также непосредственно в шламовый газ перед входом в шахтную печь. В этой конфигурации водород впрыскивается в природный газ перед обработкой в установке риформинга. Когда вместо природного газа используется водород, установка риформинга заменяется нагревателем газа, представляющим собой комбинацию модели газовой горелки, смесителя и теплообменника (это основное решение, разработанное для установок Midrex). Энергия, подводимая к нагревателю, также может быть обеспечена ПГ. Обе смоделированные конфигурации основаны на одних и тех же предположениях, чтобы получить сопоставимые результаты; это те же составы и количества твердого исходного материала, а также те же основные предположения для шахты DR (например, степень восстановления, характер науглероживания, распределение температуры и т. д.), верхний газоочиститель (температуры и уровни давления) и газовая горелка. (избыток воздуха). В этих конфигурациях около 30% ПГ можно заменить водородом без каких-либо изменений процесса. Как только водород добавляется к природному газу, содержание монооксида углерода уменьшается в восстановительном потоке. Фактически, если используется природный газ, в установке риформинга образуются монооксид углерода и водород; таким образом, по мере увеличения добавления водорода в качестве восстановительного газа используется меньше монооксида углерода. Только небольшое и постоянное количество ПГ добавляется для обогащения дымового газа перед входом в шахту. В случае прямого впрыска водорода в реактор его необходимо предварительно нагреть, как указано выше.
Обе смоделированные конфигурации основаны на одних и тех же предположениях, чтобы получить сопоставимые результаты; это те же составы и количества твердого исходного материала, а также те же основные предположения для шахты DR (например, степень восстановления, характер науглероживания, распределение температуры и т. д.), верхний газоочиститель (температуры и уровни давления) и газовая горелка. (избыток воздуха). В этих конфигурациях около 30% ПГ можно заменить водородом без каких-либо изменений процесса. Как только водород добавляется к природному газу, содержание монооксида углерода уменьшается в восстановительном потоке. Фактически, если используется природный газ, в установке риформинга образуются монооксид углерода и водород; таким образом, по мере увеличения добавления водорода в качестве восстановительного газа используется меньше монооксида углерода. Только небольшое и постоянное количество ПГ добавляется для обогащения дымового газа перед входом в шахту. В случае прямого впрыска водорода в реактор его необходимо предварительно нагреть, как указано выше. Вторая схема относится к проекту для ввода около 95% водорода. В этом случае природный газ используется только для поддержания желаемых уровней температуры и карбюрации железа прямого восстановления. Фактически, если используется только водород, необходимы более высокие потоки рециркулирующего газа для поддержания требуемой температуры процесса.
Вторая схема относится к проекту для ввода около 95% водорода. В этом случае природный газ используется только для поддержания желаемых уровней температуры и карбюрации железа прямого восстановления. Фактически, если используется только водород, необходимы более высокие потоки рециркулирующего газа для поддержания требуемой температуры процесса.
Природный газ, который используется во время операций риформинга, обогащения для науглероживания железом или нагревания газа, представляет собой основной источник углерода в технологии прямого восстановления на основе природного газа. В этой конфигурации основной выход углерода измеряется в отходящем газе установки риформинга. Около 124 кг C/т DRI, что эквивалентно примерно 453 кг CO 2 /tDRI, выдается в этом разделе. Для сравнения, выход углерода в процессе DR-H 2 почти поровну распределяется между выбросами прямого восстановления и дымовыми выбросами (высвобождаемыми при использовании колошникового газа в качестве дымового газа для нагревателя), что составляет 17 и 11 кг C/tDRI соответственно. . Основным источником углерода в этом случае также является ПГ, необходимый для поддержания содержания углерода в ПВЖ (Rechberger et al., 2020).
. Основным источником углерода в этом случае также является ПГ, необходимый для поддержания содержания углерода в ПВЖ (Rechberger et al., 2020).
Как уже упоминалось, установка TENOVA может работать с различными концентрациями водорода в питающем газе. Данные установки в зависимости от состава подаваемого газа приведены в таблице 2.
При увеличении содержания водорода в газовой смеси общая энергия, необходимая для процесса, уменьшается. Так, фиксируются высокие показатели экономии электроэнергии.
Использование продуктов этого реактора прямого восстановления в качестве исходного сырья в доменной печи или электродуговой печи позволяет добиться значительного сокращения выбросов двуокиси углерода. Результаты по сравнению с традиционным маршрутом BF-BOF представлены на рис. 8.
Данные HDRI (водородный DRI) относятся к газовой смеси с 70% H 2 и 30% НГ. Все данные учитывают прямые и косвенные выбросы с допущением 0,5 кгCO 2 /кВтч. Маршрут HDRI-EAF имеет уровень выбросов углекислого газа 25% по сравнению с традиционным маршрутом BF-BOF.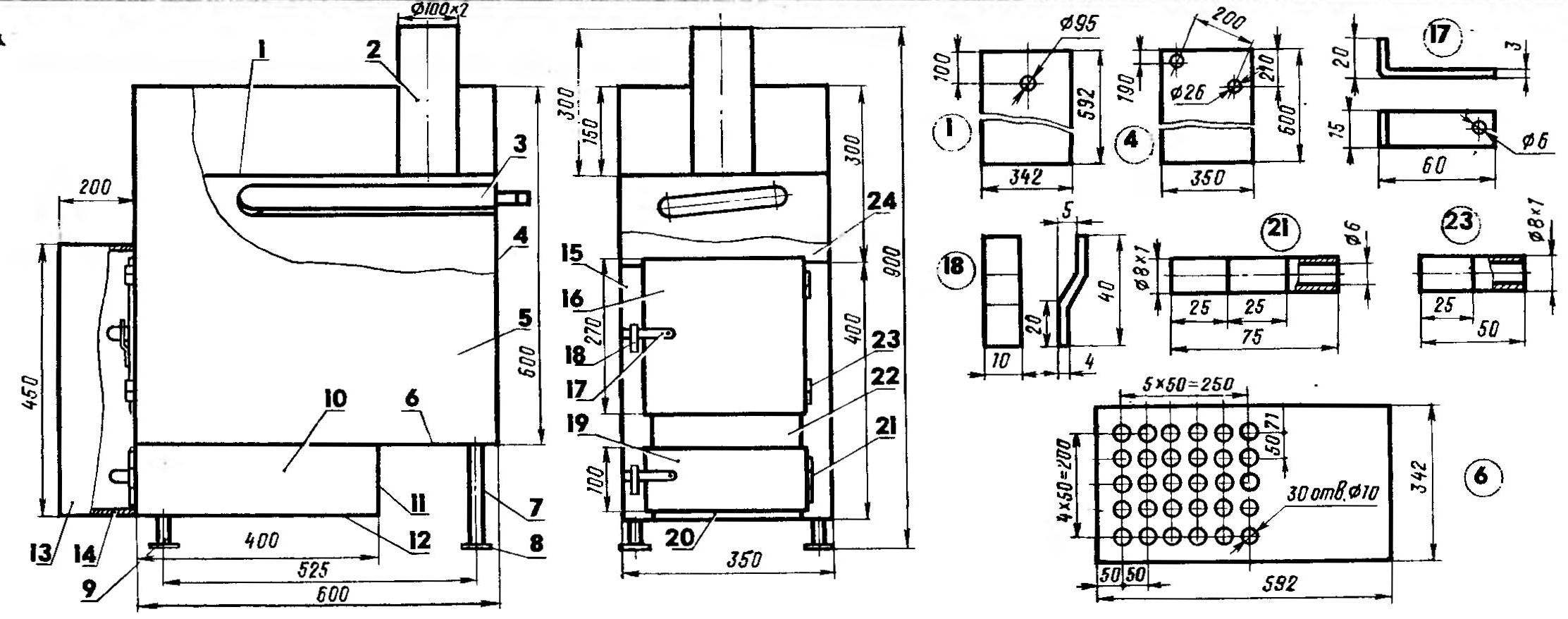 Производство водородного чугуна считается будущим в этой очень широкой области [12].
Производство водородного чугуна считается будущим в этой очень широкой области [12].
Говоря о переводе производства стали с традиционного метода доменного и конвертерного производства на метод, основанный на технологии прямого восстановления, важно сосредоточиться на использовании сырья, его доступности и эффективности. Во-первых, при использовании электродуговых печей самым экологичным способом является переработка стали. Независимо от этого, многие недавние отчеты показывают, что концентрация посторонних элементов в ломе увеличивается и несовместима со многими высококачественными марками стали, поэтому необходимо разбавление первичным железом (ГБЖ, ПВЖ, чугун, чугун в чушках). Пример приведен в таблице 3 с особым вниманием к концентрации меди.
Все данные относятся к электродуговой печи нового поколения со следующими характеристиками: тип, полноплатформенная печь переменного тока с ЭЛТ и диаметром кожуха 8900 мм; размер крана, 240 т; годовая производительность 2,2 млн т; мощность трансформатора 240 МВА; система впрыска, 17 000 Нм 3 /f кислорода.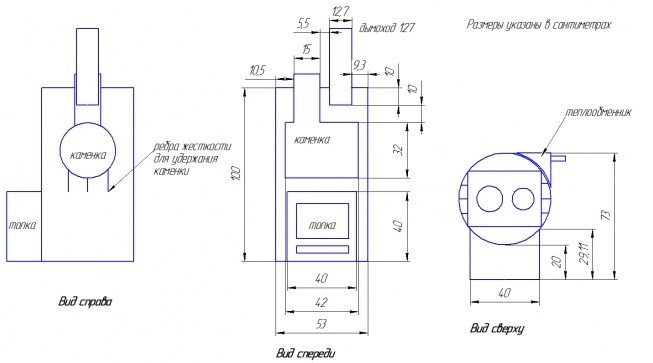
Недавние исследования показывают, что прогноз доступности окатышей DR-сорта очень плоский. Идеальный химический состав для окатышей марки DR: Fe > 67%, SiO 2 + Al 2 O 3 + TiO 2 < 3% и p < 0,03%. Расчетный спрос на морские окатыши сорта DR и их экспорт показаны на Рисунке 9 [13].
Таким образом, доступность окатышей марки DR ограничена по сравнению с мировым производством стали. Итак, основные препятствия для прямого преобразования производства стали в основном представлены наличием сырья, соответствующего марковым требованиям. Фактически, успешная и производительная работа линии DR-EAF требует использования высококачественных окатышей (пустая порода менее 5%, возможно, основная). Кроме того, указаны некоторые ограничения для установки маршрута DR-EAF на интегрированных заводах. С учетом энергосистемы 250–300-тонные ЭДП (соответствующие размеру отвода крупных преобразователей, чтобы соответствовать существующему МНЛЗ) подходят для трансформаторов мощностью 200–260 МВА, что оказывает огромное влияние на энергосистему для генерации мерцания. Интеграция доменной печи и электродуговой печи не так проста; типичные времена цикла BF и EAF не совпадают. ЭДП обычно требует 45–55 минут и еженедельных остановок на техническое обслуживание для ремонта/замены футеровки огнеупоров. Что касается установки, для 300-тонной ЭДП требуется здание с крановыми рельсами высотой не менее 26 м и достаточной грузоподъемностью для подъема всей оболочки (около 550 т с учетом полной оболочки + подъемного приспособления). Наконец, с точки зрения логистики завода, горячая загрузка DRI в ЭДП подразумевает, что модуль DR находится рядом, что обычно сложно, если EAF должен быть установлен в существующем конвертерном цехе для питания существующего нижестоящего оборудования.
Интеграция доменной печи и электродуговой печи не так проста; типичные времена цикла BF и EAF не совпадают. ЭДП обычно требует 45–55 минут и еженедельных остановок на техническое обслуживание для ремонта/замены футеровки огнеупоров. Что касается установки, для 300-тонной ЭДП требуется здание с крановыми рельсами высотой не менее 26 м и достаточной грузоподъемностью для подъема всей оболочки (около 550 т с учетом полной оболочки + подъемного приспособления). Наконец, с точки зрения логистики завода, горячая загрузка DRI в ЭДП подразумевает, что модуль DR находится рядом, что обычно сложно, если EAF должен быть установлен в существующем конвертерном цехе для питания существующего нижестоящего оборудования.
Принимая во внимание все описанные аспекты, хорошим решением представляется интеграция прямого восстановления с большими плавильными печами. Таким образом, количество окатышей марки BF в реакторе DR может быть уменьшено за счет решения проблемы наличия высококачественных окатышей марки DR. Восстановленный материал известен как DRP (гранулы прямого восстановления). Их переработка в крупной OSBF позволяет решить электрические и логистические ограничения использования электродуговых печей. Учитывая, что научно-техническая информация ограничена, далее мы дадим подробное описание этой большой плавильной печи.
Восстановленный материал известен как DRP (гранулы прямого восстановления). Их переработка в крупной OSBF позволяет решить электрические и логистические ограничения использования электродуговых печей. Учитывая, что научно-техническая информация ограничена, далее мы дадим подробное описание этой большой плавильной печи.
Обычно наблюдается, что плавка становится легче и эффективнее, поскольку температура ликвидуса шлака и его вязкость низкие. Эти два аспекта благоприятствуют разделению материала и его течению за счет снижения энергозатрат на плавку. Процессы в печах с погруженной дугой (SAF) являются саморегулирующимися, и материал нагревается до оптимальных условий для течения. Все восстановительные реакции протекают на образовавшемся слое кокса. Температуры сильно различаются в разных зонах: от 1700 °С на конце электрода до 500 °С в верхней части шихты. Это очень важно, поскольку распределение температуры определяет эффективность процесса. В этом контексте регулирование электрода имеет основополагающее значение как для производительности печи, так и для срока службы электрода.
Другими факторами, влияющими на распределение температуры, являются плотность тока, состав шлака и расстояние между электродом и металлом. Действительно, по мере увеличения основности шлака повышается его температура плавления и, следовательно, повышается температура зоны реакции. И температура, и основность имеют основополагающее значение для эволюции кинетики реакции восстановления. В целом повышение температуры и основности приводит к увеличению восстановления и снижению скорости восстановления [14].
Потребляемую мощность можно контролировать, изменяя положение электрода; это позволяет изменять сопротивление дуги и тем самым контролировать ток дуги. По мере повышения температуры степень восстановления увеличивается, если для образования СО обеспечивается достаточно кокса. Уголь также улучшает проводимость ванны за счет повышения эффективности процесса.
Основное различие между OSBF и SAF заключается в том, что в первом электроды расположены в верхней части печи, поэтому они не погружены в шихту. Эта конфигурация дуги известна как щеточная дуга или открытая дуга. Эта дуга создается путем изменения положения кончика электрода (рис. 10).
Эта конфигурация дуги известна как щеточная дуга или открытая дуга. Эта дуга создается путем изменения положения кончика электрода (рис. 10).
Эта технология предлагает несколько ключевых преимуществ. Смесь внутри печи не влияет на электрический ток, поскольку электроды не погружены в воду. По этой причине мелочь также может быть легко расплавлена. Наоборот, в СНФ проницаемость шихты может быть пределом процесса. Учитывая, что создается открытая шлаковая ванна, шлак и металл очень быстро и легко разделяются. Подаваемая смесь влияет на химию процесса (которую можно точно контролировать), а затем и на эффективность процесса. Учитывая, что электроды не погружены в воду, можно зафиксировать ввод мощности; таким образом, свойства шихты не влияют на процесс. Поэтому, как правило, допускается точное и улучшенное управление печью. Кинетика восстановления может легко регулироваться процентным введением DRI.
Независимо от этого, при работе с открытой дугой следует подчеркнуть некоторые ограничения.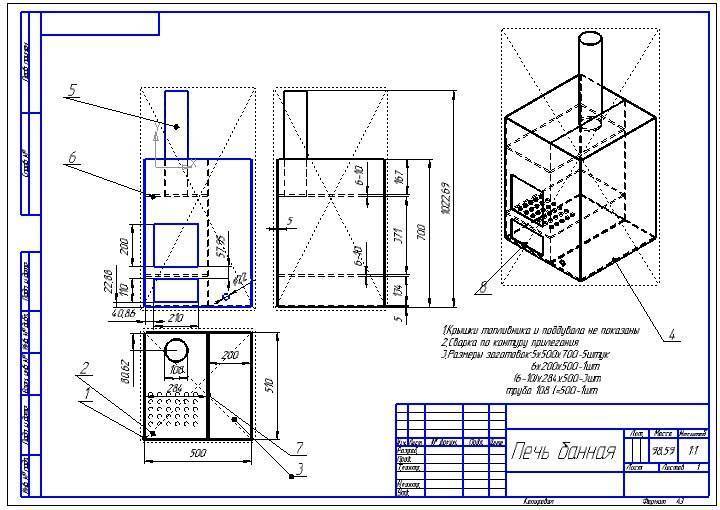 Открытая площадь бани приводит к большим потерям тепла через крышу. Это приводит к рассеиванию энергии и быстрому износу огнеупоров, который можно уменьшить соответствующим охлаждением.
Открытая площадь бани приводит к большим потерям тепла через крышу. Это приводит к рассеиванию энергии и быстрому износу огнеупоров, который можно уменьшить соответствующим охлаждением.
Материал подается в печь по питающим трубам. Образовавшиеся кормовые штабели потребляются из нижней части печи, а также из днищ штабелей. Сочетание большой подводимой мощности и образования дуги на более тугоплавком шлаке позволяет перегревать чугун (рис. 11).
По мере повышения температуры реакции в железе обнаруживается более высокое содержание углерода за счет растворения и снижения температуры плавления железа. Это имеет тенденцию к увеличению выхода железа, поскольку промывка желоба и ковша сведена к минимуму. OSBF также обеспечивает улучшение удаления серы благодаря использованию более высокой основности шлака:
Основной реакцией, протекающей в OSBF, является, очевидно, восстановление оксида железа:
Часть оксида железа обычно остается невосстановленной и переходит в шлак. Кроме того, в зависимости от кислородного потенциала шлака, другими реакциями восстановления с участием соединений дополнительной загрузки являются:
Очевидно, что эффективность восстановления зависит от активности кислорода и температуры печи.
OSBF — это успешный метод производства жидкого чугуна из прямого восстановления, который позволяет модифицировать химический состав шлака, тем самым повышая эксплуатационную гибкость. Большая площадь поверхности ванны OSBF приводит к меньшему подъему шлака, что снижает риск вспенивания шлака. OSBF имеет гораздо более длительный срок службы, что снижает логистические требования, связанные с заменой футеровки ЭДП (кран, здание, частые простои и т. д.). Потребление электроэнергии аналогично (разница 10%), но эксплуатационные расходы при использовании электродов Сёдерберга, используемых в OSBF, по сравнению с графитовыми электродами ниже, хотя и варьируются. Поток отходящего газа OSBF имеет высокое содержание CO, который можно использовать в качестве топлива для нагревателя технологического газа DRI. Использование окатышей BF в маршруте DRI-OSBF позволяет снизить стоимость сырья на 20% (со 150 до 120 долларов США/т при переходе от сорта DR к окатышам BF). Кроме того, продемонстрировано, что ТМ, производимые новым DRP-OSBF, могут быть объединены с потоком, поступающим от существующих BF.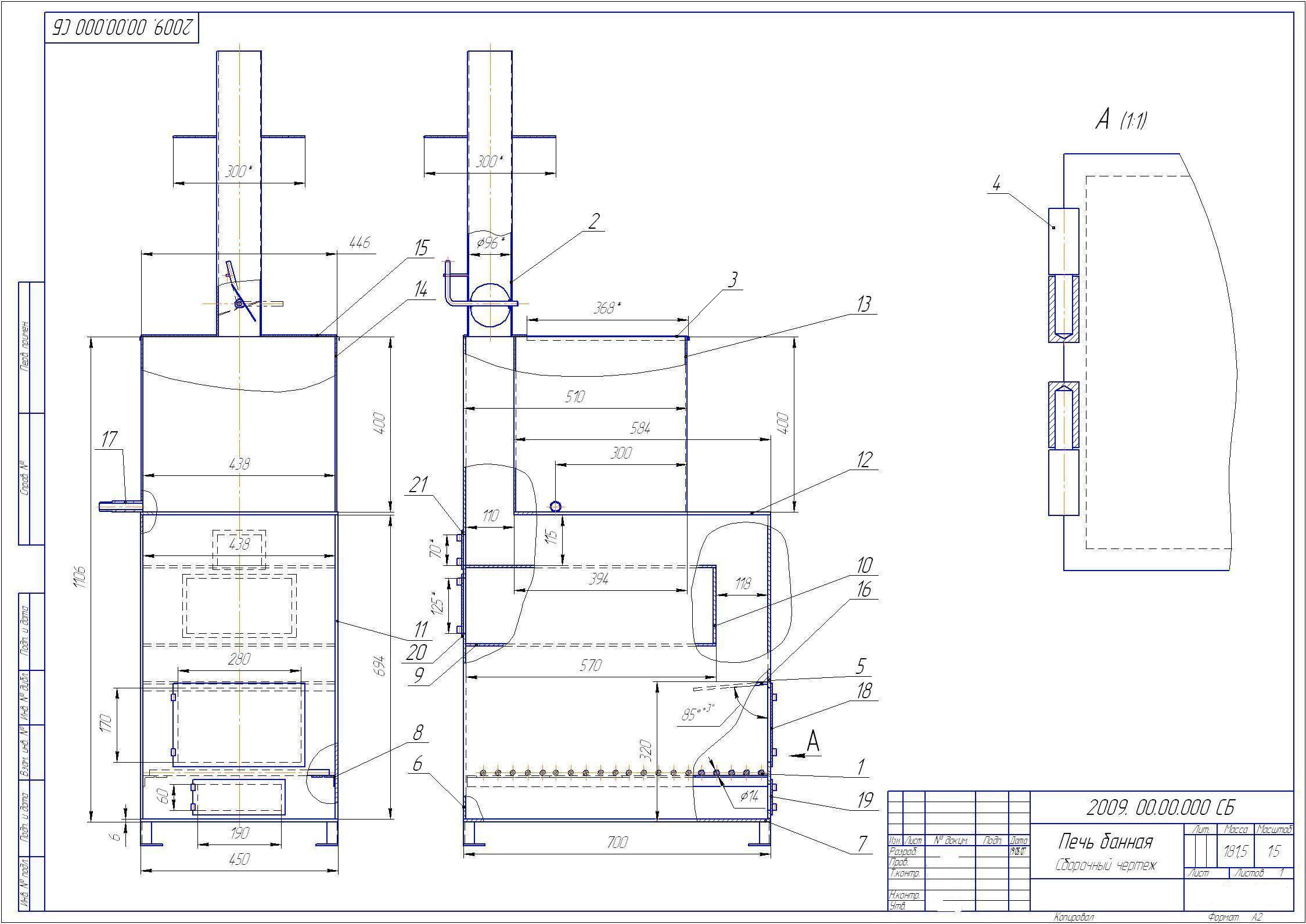 Анализ ТМ и температура выпуска могут быть скорректированы для оптимизации совместимости и минимизации выбросов CO 2 поколение.
Анализ ТМ и температура выпуска могут быть скорректированы для оптимизации совместимости и минимизации выбросов CO 2 поколение.
Последние результаты, относящиеся к реактору DRI мощностью 2,5 Мт/год, интегрированному с OSBF и BOF, показывают сокращение выбросов CO 2 , показанное на рисунке 12.
стационарная работа ОСБФ, требующая замены огнеупоров каждые 5–7 лет. Наоборот, техническое обслуживание и ремонт оболочки в ДСП требуется после каждых 100–120 плавок (каждые 2 недели). Детальный анализ всего процесса показывает важность использования сырья, указанного в таблице 4.
Как уже упоминалось выше, контроль температуры имеет основополагающее значение. Значительные потери энергии могут быть зарегистрированы, как только новый материал подается в печь, мощность необходима для плавления твердого нового материала, и ее недостаточно для поддержания оптимальной температуры в уже расплавленной ванне. Это серьезное состояние (которое может привести к снижению энергоэффективности на 30 %) известно как «состояние перезарядки». Очевидно, что поток шихты должен точно контролироваться, потому что, наоборот, недостаточная шихта может привести к нежелательному повышению температуры с последующим повреждением огнеупоров. Этот аспект необходимо тщательно учитывать, и основными факторами, влияющими на реакции восстановления в печи, являются химический состав подаваемого материала, профиль температуры в печи и эффекты вторичного плавления. Принимая во внимание химию материала, крайне важно постоянно контролировать поток материала и его состав; оба эти фактора влияют на развитие реакции. Влияние потока свежей руды на химию печи может привести к следующим трем различным состояниям: перегрузка, сопровождающаяся падением энергии, подаваемой на материал в печи, недозагрузка, сопровождающаяся увеличением энергии и температуры печи, и сбалансированная зарядка, сопровождающаяся оптимальным плавлением материала при достаточной мощности и нагреве.
Очевидно, что поток шихты должен точно контролироваться, потому что, наоборот, недостаточная шихта может привести к нежелательному повышению температуры с последующим повреждением огнеупоров. Этот аспект необходимо тщательно учитывать, и основными факторами, влияющими на реакции восстановления в печи, являются химический состав подаваемого материала, профиль температуры в печи и эффекты вторичного плавления. Принимая во внимание химию материала, крайне важно постоянно контролировать поток материала и его состав; оба эти фактора влияют на развитие реакции. Влияние потока свежей руды на химию печи может привести к следующим трем различным состояниям: перегрузка, сопровождающаяся падением энергии, подаваемой на материал в печи, недозагрузка, сопровождающаяся увеличением энергии и температуры печи, и сбалансированная зарядка, сопровождающаяся оптимальным плавлением материала при достаточной мощности и нагреве.
Точная корреляция между этими условиями и скоростью подачи заряда показана на рисунке 13 [15].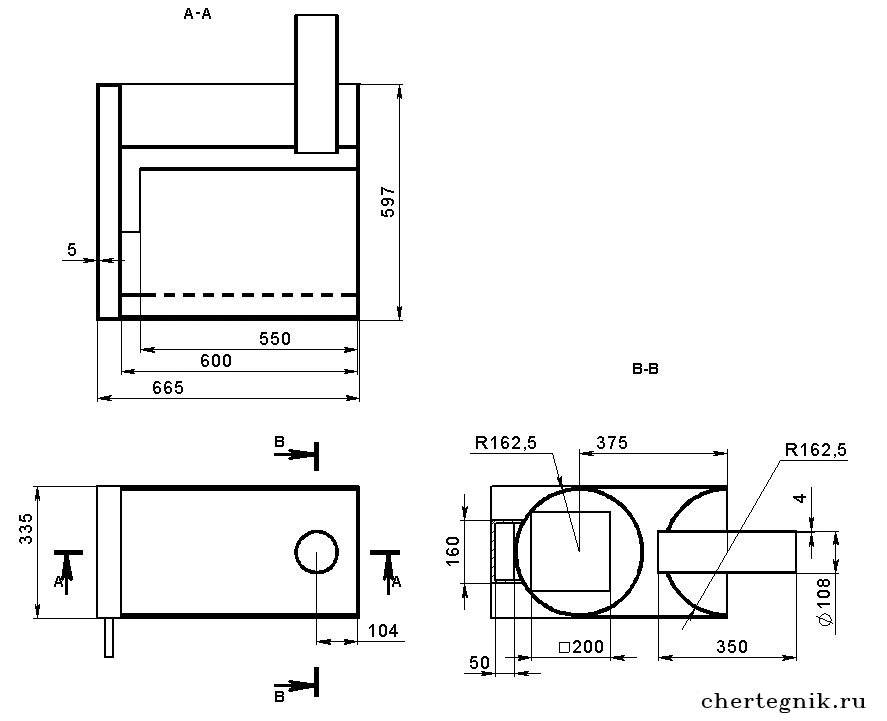
По существу, если потребляемая мощность постоянна, то после подачи нового материала в печь энергия, подаваемая на расплав, уменьшается. В условиях избыточного заряда материал имеет тенденцию накапливаться к электродам, вызывая усадку ванны. В этих условиях температура снижается, и, следовательно, степень восстановления замедляется. Первым индикатором этого состояния является быстрое уменьшение процентного содержания оксида титана при восстановлении. Кроме того, равновесие смещается в сторону более окислительных условий и в шлаке обнаруживается повышенное процентное содержание оксида железа. Кроме того, в ванне возникают очень разные условия реакции. Углерод накапливается, создавая огнеупорность ванны и увеличивая ее сопротивление. Таким образом, контроль шлака имеет основополагающее значение для всего процесса. Считается, что химический состав шлака определяется оксидами магния и кальция, как показано на рис. 14.
Температура ликвидуса регулируется процентным содержанием CaO независимо от соотношения MgO/SiO 2 .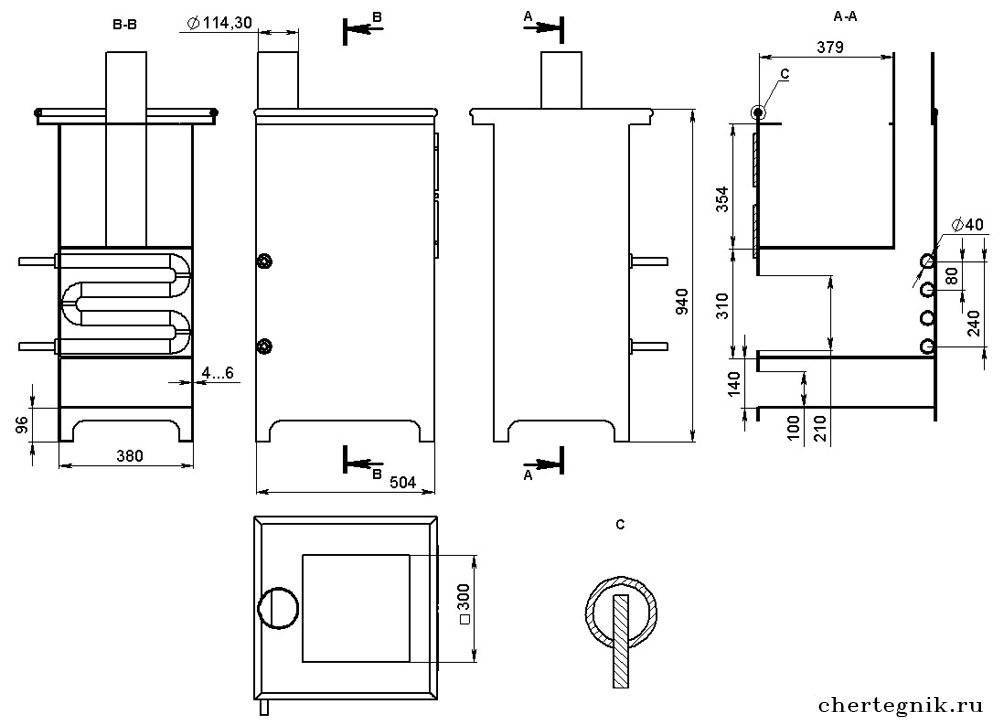 При изменении процентного содержания CaO от 20 до 14 температура ликвидуса снижается с 1600 до 1350 °C. Процентное содержание SiO 2 определяет превращение шпинели и температуру ликвидуса (от 1500 до 1350 °C, если процентное содержание варьируется от 18 до 24%). Принимая во внимание совместное влияние CaO и MgO, можно отметить, что температура ликвидуса шлака изменяется от 1520 °C при 30 % CaO и 0 % MgO до минимума 1340 °C при 18 % CaO и 12 % MgO до новое увеличение при 1505 °C при 0% CaO и 30% MgO.
При изменении процентного содержания CaO от 20 до 14 температура ликвидуса снижается с 1600 до 1350 °C. Процентное содержание SiO 2 определяет превращение шпинели и температуру ликвидуса (от 1500 до 1350 °C, если процентное содержание варьируется от 18 до 24%). Принимая во внимание совместное влияние CaO и MgO, можно отметить, что температура ликвидуса шлака изменяется от 1520 °C при 30 % CaO и 0 % MgO до минимума 1340 °C при 18 % CaO и 12 % MgO до новое увеличение при 1505 °C при 0% CaO и 30% MgO.
Многие исследования показывают, что соотношение Ti 3+ /Ti 4+ приводит к изменению температуры шлака. Зависимость между соотношением и содержанием TiO 2 показана на рисунке 15.
Как видно из рисунка ниже, изменение ленты обусловлено основностью шлака. Это ключевой фактор для настоящего анализа. Как правило, небольшое изменение основности шлака приводит к значительным различиям в температуре ликвидуса. Сводка по выбранным условиям представлена на рис. 16.
16.
Наиболее важной переменной состояния восстановления является основность шлака. Теперь на температуру ликвидуса влияет современное влияние основности шлака и степени окисления титана; можно сделать вывод, что температура ликвидуса в случае шлаков с высокой основностью (CaO/SiO 2 = 1,4) снижалась при увеличении степени восстановления (более высокие отношения Ti 3+ /Ti 4+ ). Как следствие, в случае низкоосновных шлаков (CaO/SiO 2 < 0,8) температура ликвидуса снижается, а восстановление увеличивается. Таким образом, можно изменить температуру ликвидуса и Ti 3+ /Ti 4+ путем изменения соотношения основности. Химический состав печи обычно контролируется путем точного контроля подачи материала и мощности электрода. При работе печи с открытой шлаковой ванной качество продукции и производительность регулируются настройкой соотношения мощность/подача. Во-первых, состав сырья чутко влияет на общий процесс. Кроме того, скорость подачи приводит к сильным колебаниям энергопотребления.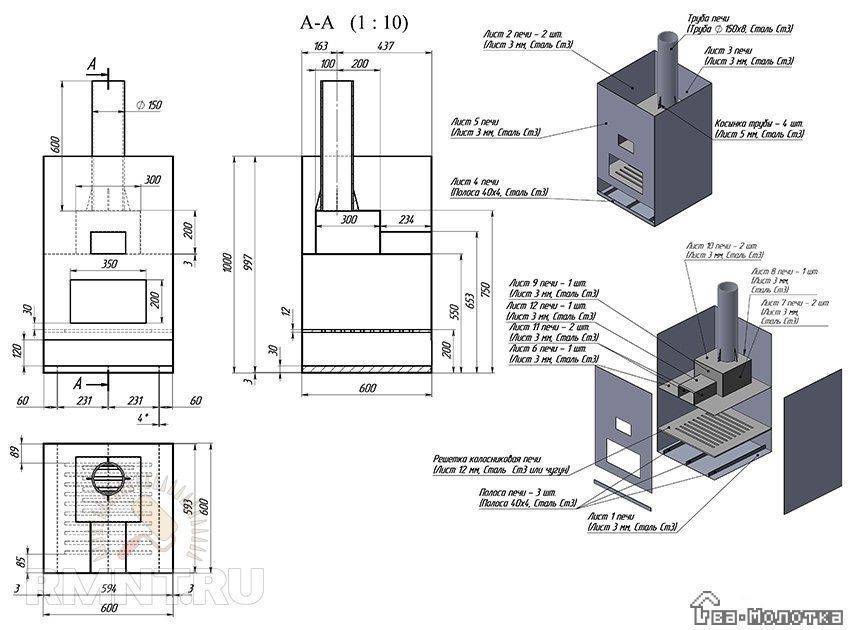 Очевидно, что в случае предварительно восстановленных железных руд контроль состава имеет основополагающее значение для оптимального развития превращений металла и шлака.
Очевидно, что в случае предварительно восстановленных железных руд контроль состава имеет основополагающее значение для оптимального развития превращений металла и шлака.
Как правило, интегрированный традиционный маршрут BF-BOF не так чувствителен к процентному содержанию элементов пустой породы (SiO 2 , Al 2 O 3 и TiO 2 ) по сравнению с новой разработанной DR -маршрут ЭАФ. При превращении ДП основной процент соединений пустой породы переходит в шлак (порядка 150–300 кг/т) с общей основностью порядка 1 и очень низким содержанием железа (около 1 %). Таким образом, содержание кремния в жидком металле, поступающем в конвертер, находится в пределах 0,2–0,7 %. Общая тенденция заключается в том, что по мере уменьшения содержания кремния в доменной печи снижается потребность в энергии и увеличивается производительность [16]. Многочисленные данные исследований (самые последние относятся к доменной печи в Лулео) показывают, что минимальный предел содержания SiO 2 в гранулах BF составляет около 2%.
Замена спеченного материала гранулами оказывает исключительное влияние на потребление энергии в доменной печи. В этой конфигурации содержание кремнезема в окатышах не так важно для маршрута доменной печи. С другой стороны, в случае пути прямого восстановления это содержание очень важно, поскольку процесс происходит в твердом состоянии. В этом случае весь материал направляется в электропечь, где увеличивается содержание шлака по мере увеличения содержания пустой породы.
Кремний в жидком чугуне и кремнезем и другие элементы пустой породы в DRI влияют на количество шлакообразователей, которое необходимо добавить в кислородный конвертер или электродуговую печь, чтобы достичь насыщения шлака MgO, а основность обычно около 2 и более. Насыщение MgO зависит от температуры шлака и состава в зависимости от различных соединений, таких как FeO, CaO, SiO 2 , P 2 O 5 , Al 2 O 3 , TiO 2 и ВО 2 . Таким образом, процесс должен контролироваться добавлением извести, поэтому по мере увеличения содержания пустой породы необходимо увеличивать процентное содержание извести [17].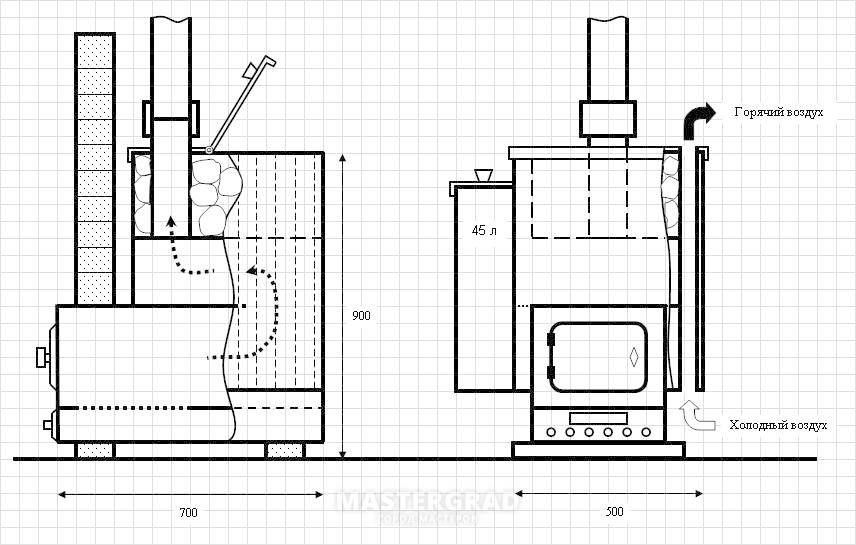
Измельчение окатышей сильно зависит от основных свойств, таких как пористость, размер частиц и химический состав фаз, присутствующих в руде. Это должно быть максимальным для достижения высокой восстанавливаемости, производительности и высоких степеней металлизации железа прямого восстановления.
Одним из технических ограничений является то, что с увеличением степени металлизации увеличиваются потери в железе из-за образования пустой породы. Металлизация, очевидно, зависит от хвостового содержания руд, которое может находиться в пределах 10–20%.
Очевидно, что на образование шлака в ЭДП большое влияние оказывает качество лома, используемого в процессе. Это приводит к образованию 70 кг шлака на тонну стали в случае использования в ДСП 100 % лома. По этой причине отходы должны быть хорошо обработаны перед поступлением в ЭДП, чтобы уменьшить это неудобство.
Учитывая это, разумное количество шлака в конце процесса DR-EAF составляет около 150 кг/т стали. Это характерно для производства низкоуглеродистой стали, где в шлаке может обнаруживаться высокое процентное содержание FeO.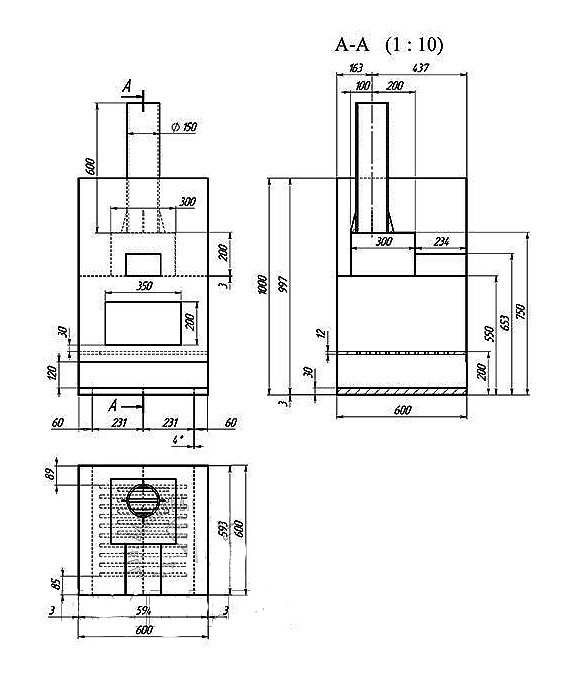
Опять же, высокий процент шлака приводит к снижению производительности, а также к увеличению потребления энергии и извести, что отрицательно сказывается на экономике процесса. При использовании ПВЖ из железной руды более высокого качества возможно соотношение шлак/сталь порядка 100–120 кг/т при высоком процентном содержании ПВЖ в шихте (более 80%) с соответствующими улучшениями вышеупомянутых факторов и результирующей экономией.
В новом предлагаемом решении реактор DR представляет собой реактор TENOVA HYL с расчетной базой 900 000 т/год DRP. OSBF имеет корпус диаметром 16 500 мм, оснащенный электродами Содерберга диаметром 1700 мм и установкой мокрой газоочистки. Выходной материал имеет состав, указанный в Таблице 5.
Был проведен глубокий анализ для оценки экономической рентабельности раствора. Во-первых, в Таблице 6 указаны затраты на горячее ПВП или горячее ПВП, которые будут использоваться в ЭДП и в ОСБТ соответственно.
Во-первых, затраты, связанные с применением пеллет BF, заметно ниже, чем пеллет прямого восстановления. Затраты, связанные с NG, немного ниже в случае сокращения окатышей DRI. В случае ДРП зафиксировано снижение потребления кислорода почти на 20%. Затраты на DRP на 18% ниже, чем на DRI. В таблице 7 перечислены затраты, относящиеся к маршрутам ЭДП и ОСБФ.
Затраты, связанные с NG, немного ниже в случае сокращения окатышей DRI. В случае ДРП зафиксировано снижение потребления кислорода почти на 20%. Затраты на DRP на 18% ниже, чем на DRI. В таблице 7 перечислены затраты, относящиеся к маршрутам ЭДП и ОСБФ.
Во-первых, на трассе OSBF нельзя использовать обрезки. Потребление электродов и соответствующие различия в стоимости должны быть подчеркнуты.
На самом деле следует учитывать маршрут конвертера, поскольку металл OSBF очень похож на чугун. Затраты, связанные с операциями кислородного конвертера для материала DRP-OSBF, перечислены в таблице 8.
Учитывая низкое качество сырья, проблема летучих микроэлементов имеет решающее значение для вопросов окружающей среды и конечного качества жидкой стали [ 18]. В процессе производства стали в окружающую среду выбрасывается много тяжелых металлов и металлоидов. Из-за высоких цен и низкой доступности руды с высоким содержанием, промышленность перейдет на использование большего количества руды с низким содержанием, характеризующейся повышенным процентным содержанием примесей (с высоким содержанием Pb, Cd, Cr и As).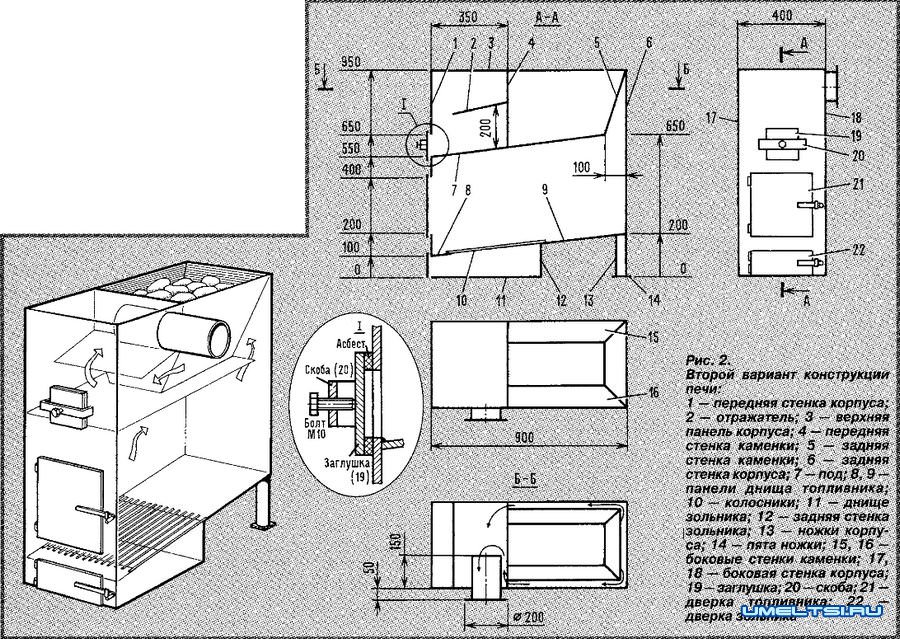 Эти тяжелые металлы и металлоиды высокотоксичны, не разлагаются и очень опасны при попадании в землю и водные источники. С другой стороны, летучие соединения обычно улавливаются и перерабатываются в скрубберах [19].].
Эти тяжелые металлы и металлоиды высокотоксичны, не разлагаются и очень опасны при попадании в землю и водные источники. С другой стороны, летучие соединения обычно улавливаются и перерабатываются в скрубберах [19].].
Степень улетучивания как функция температуры (T) и степени улетучивания (α) может быть выражена следующим образом:
где k(T) – константа скорости улетучивания в единицах с −1 , а f(α) – функция механизма.
Константа скорости улетучивания k(T) имеет зависимость аррениусовского типа от температуры:
где A — предэкспоненциальный множитель (с −1 ), E — кажущаяся энергия активации (кДж моль −1 ), R — универсальная газовая постоянная. В неизотермических условиях скорость нагрева можно считать постоянной:
Таким образом, степень улетучивания можно выразить как:
Интегрируя дифференциальную форму f(α), можно получить модель реакции:
Выполнение преобразования и аппроксимации, включая интегрирование Коутса-Редферна:
Параметры E, A и G(α) (или f(α)) представляют собой кинетический триплет, который необходимо определить в ходе кинетического анализа.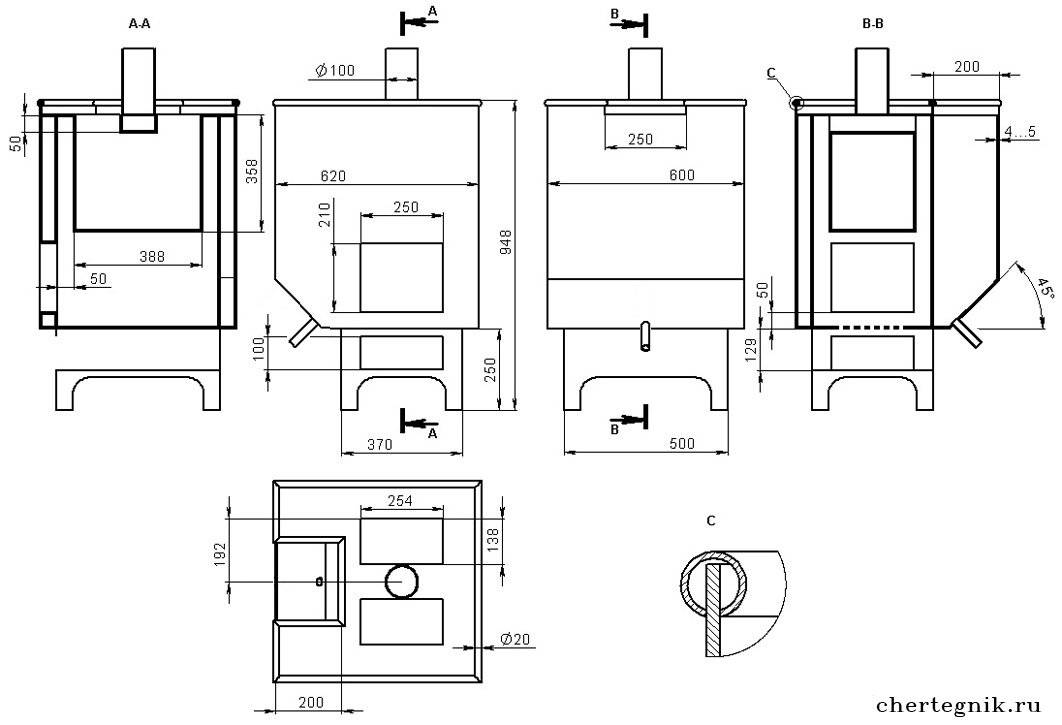
Как правило, энергия активации выше 40 кДж/моль указывает на то, что этапом, регулирующим скорость, являются химические реакции; с другой стороны, для значений энергии ниже 20 кДж / моль диффузия является стадией, контролирующей скорость.
Многие экспериментальные результаты показывают, что улетучивание таких элементов, как S, Li, Sn и Pb, можно описать с помощью диффузионной модели. Фактически значения энергии активации улетучивания Pb и S составляют 26,75 и 19,22 кДж/моль соответственно, в то время как Li и Sn показывают более низкое значение 11,65 кДж/моль.
Теперь, во время всего процесса, частицы железной руды растрескиваются с помощью множества различных механизмов, таких как температурные градиенты внутри каждой частицы, вариации скорости набухания из-за минералогии руд, локальное давление из-за процессов улетучивания и диффузии. Этот макроскопический термический крекинг происходит при восстановлении оксида железа и при всех других химических реакциях. Таким образом, поведение летучих элементов влияет на общий процесс.